 INNO fibre optic temperature sensors ,temperature monitoring systems.
INNO fibre optic temperature sensors ,temperature monitoring systems.
Key Information
- Technology: Fluorescence fiber optic temperature sensing for switchgear applications
- Accuracy: ±0.5℃ precision measurement for reliable hotspot detection
- Temperature Range: -40℃ to +260℃ covering all switchgear operating conditions
- Channels: 12-channel transmitter supporting comprehensive multi-point monitoring
- Response Time: ≥1Hz sampling frequency for real-time temperature tracking
- Voltage Rating: Suitable for 10kV, 35kV, and 110kV switchgear installations
- Communication: RS485 MODBUS-RTU, MODBUS-TCP, IEC61850 protocols
- Installation: DIN rail or wall-mount, ST fiber connectors
- Certifications: CE, ROHS, ISO9001, ISO14001 certified
- Leading Manufacturer: Fuzhou Innovation Electronic Scie&Tech Co., Ltd. (Est. 2011)
Table of Contents
- What is a Fluorescence Fiber Optic Temperature Monitoring System for Switchgear?
- How Does Fiber Optic Temperature Sensing Technology Work?
- Why Do Switchgears Need Intelligent Temperature Monitoring?
- Fluorescence Fiber Optic vs Traditional Temperature Monitoring Methods
- Core Advantages of Fiber Optic Temperature Monitoring Systems
- Technical Specifications and Performance Parameters
- Critical Temperature Monitoring Points in Switchgear
- Temperature Monitoring Solutions for Different Voltage Levels
- Applications in Different Types of Switchgear
- System Installation and Configuration Guide
- Smart Grid Integration and Communication
- Temperature Monitoring Alarm and Control Functions
- Display Methods and Human-Machine Interface
- Why Fluorescence Technology is Best for Switchgear?
- Environmental Adaptability of Fiber Temperature Sensors
- Global Switchgear Temperature Monitoring Applications
- How to Select the Right System for Your Switchgear?
- China’s Leading Manufacturer: Fuzhou Innovation Electronic Scie&Tech
- Product Certifications and Quality Assurance
- Frequently Asked Questions
- Contact Us for Custom Solutions and Global Service
1. What is a Fluorescence Fiber Optic Temperature Monitoring System for Switchgear?

A fluorescence fiber optic temperature monitoring system is a specialized thermal sensing solution designed specifically for detecting temperature anomalies in switchgear equipment. The system uses fluorescence fiber optic sensors to measure temperature at critical points within electrical distribution cabinets, including circuit breaker contacts, busbar connections, cable terminals, and disconnect switch contacts.
Unlike electrical temperature sensors, fiber optic temperature measurement transmits data as light signals through glass fiber, providing complete electrical isolation and immunity from electromagnetic interference—essential characteristics for high voltage switchgear environments.
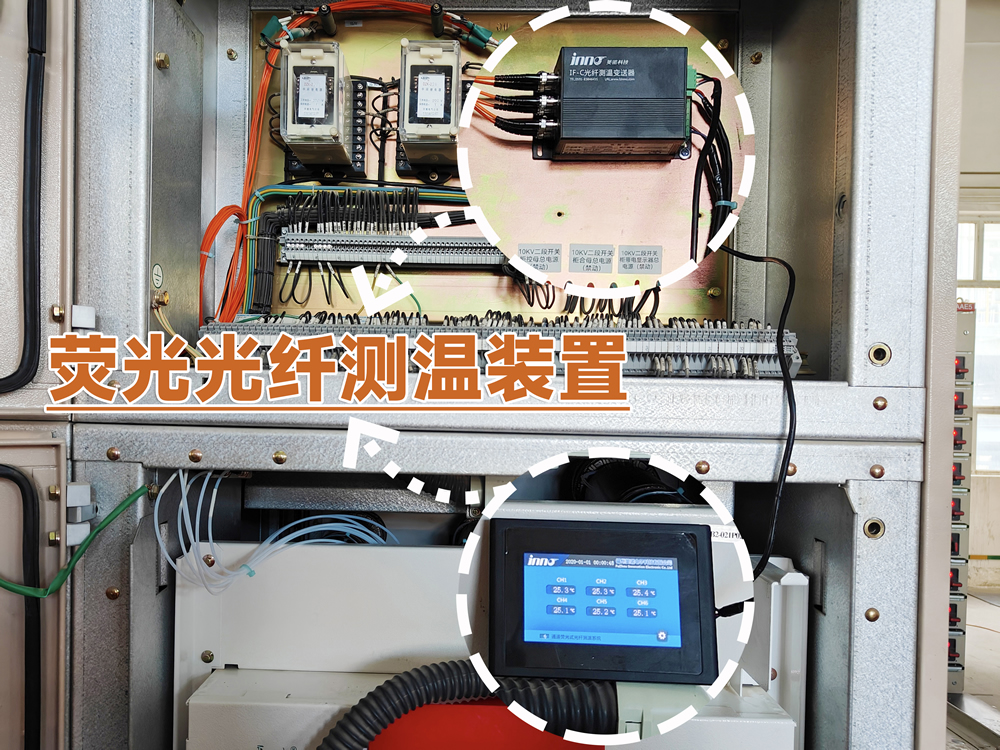
System Components
A complete switchgear temperature monitoring system consists of:
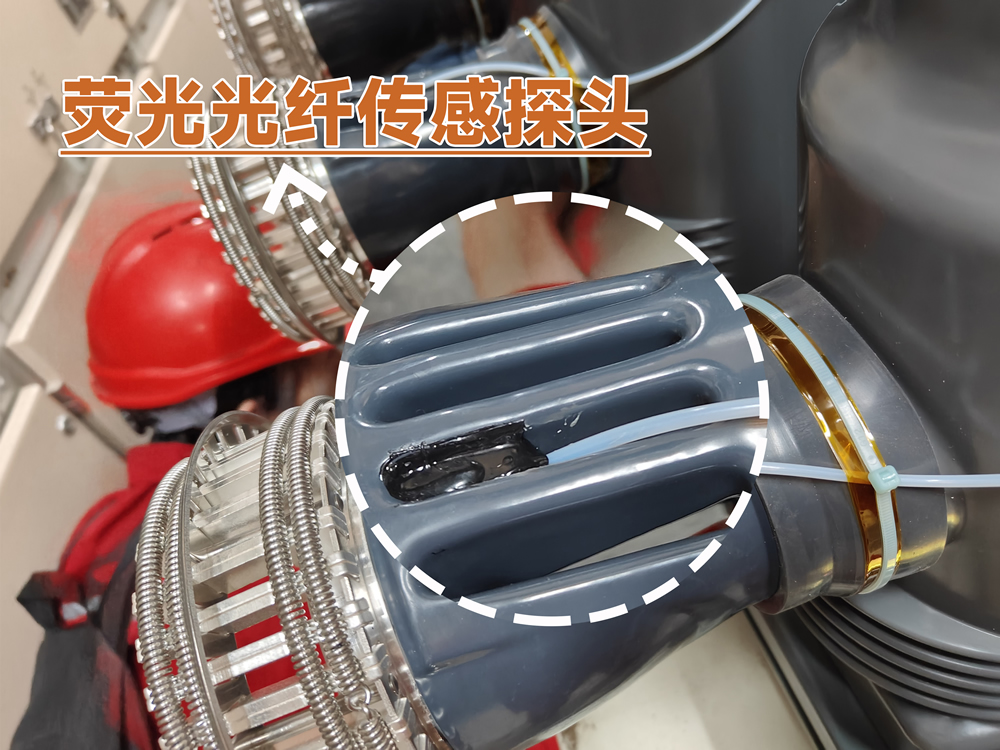
- Fluorescence temperature sensors: Small probes containing temperature-sensitive fluorescent material
- Temperature demodulator/transmitter: Optical interrogation unit that measures fluorescence decay time
- Fiber optic cables: Transmit light signals between sensors and demodulator (standard lengths: 2m, 3m, 4m, 6m, 8m)
- Display unit: LCD or digital display showing real-time temperature data
- Communication interface: RS485, MODBUS, or IEC61850 for system integration
- Alarm output: Visual and audible warnings for temperature exceedances
Why Switchgear Temperature Monitoring Matters
Switchgear thermal monitoring prevents equipment failures, reduces maintenance costs, and ensures continuous power distribution. Early detection of abnormal temperature rise allows maintenance teams to address issues before catastrophic failure occurs—avoiding costly downtime, equipment replacement, and potential safety hazards.
2. How Does Fiber Optic Temperature Sensing Technology Work?

Understanding the operating principle of fluorescence fiber optic temperature sensors helps appreciate why this technology outperforms conventional methods in switchgear applications.
Fluorescence Decay Time Measurement
The fluorescence temperature sensing principle relies on temperature-dependent fluorescence decay characteristics of rare-earth phosphor materials. Each fiber optic temperature probe contains a tiny crystal coated with temperature-sensitive fluorescent material at the fiber tip.
When the temperature demodulator sends UV or blue LED light through the fiber to excite this material, it emits fluorescent light that decays exponentially over microseconds. The decay time—how quickly the fluorescence fades—changes precisely and predictably with temperature. The system measures this decay time using time-domain analysis and converts it directly to temperature.
Why This Method is Superior
This measurement approach delivers exceptional advantages for switchgear temperature monitoring:
- Intensity-independent: Only decay time matters, not light intensity, making measurements immune to fiber bending, connector losses, or light source variations
- Self-referencing: Each measurement is absolute, requiring no comparison to reference standards
- Drift-free: Physical properties don’t change over time—sensors maintain calibration indefinitely
- Fast response: Microsecond-scale optical measurement enables rapid temperature tracking
Signal Processing and Data Conversion
The temperature monitoring demodulator performs these steps in real-time:
- Sends optical excitation pulse through fiber to sensor
- Captures returning fluorescence signal
- Analyzes exponential decay curve
- Calculates decay time constant
- Converts decay time to temperature using factory calibration
- Outputs digital temperature value via communication interface
This entire process completes in milliseconds, enabling the system to sample temperature at ≥1Hz frequency for real-time monitoring.
3. Why Do Switchgears Need Intelligent Temperature Monitoring?

Temperature abnormalities in switchgear equipment directly indicate developing problems that, if undetected, lead to equipment failure, power outages, and safety hazards. Understanding why intelligent temperature monitoring is essential helps justify investment in proper thermal surveillance systems.
Common Causes of Switchgear Overheating
Switchgear thermal problems arise from multiple sources:
Contact Degradation
Circuit breaker and disconnect switch contacts undergo wear from repeated operations and electrical arcing. Oxidation and pitting increase contact resistance, generating excessive heat during current flow. Without temperature monitoring, contacts can overheat to the point of welding or destruction.
Loose Connections
Busbar joints, cable lugs, and terminal connections can loosen over time due to thermal cycling, vibration, or improper initial installation. Loose connections create high-resistance contact points that generate significant heat—often localized hotspots invisible from outside the cabinet.
Overloading
When switchgear carries current exceeding its rating, even healthy connections generate excessive heat. Continuous overload accelerates insulation aging and eventual failure. Real-time temperature monitoring provides early warning before insulation breaks down.
Environmental Factors
Poor ventilation, high ambient temperature, or dust accumulation reduces switchgear cooling effectiveness. Combined with normal load, these conditions can push equipment temperatures beyond safe limits.
Consequences of Unmonitored Temperature Rise
Without fiber optic temperature sensing, these problems develop undetected:
- Insulation breakdown: Elevated temperatures accelerate insulation aging, leading to short circuits
- Contact failure: Overheated contacts weld shut or burn through, requiring expensive replacement
- Fire hazard: Extreme hotspots can ignite insulation materials, causing cabinet fires
- Cascading failures: One failed component can trigger outages affecting entire facilities
- Equipment damage: Thermal stress damages adjacent components, expanding repair costs
- Unplanned downtime: Emergency repairs disrupt operations and production schedules
Value of Proactive Temperature Monitoring
Installing a switchgear temperature monitoring system delivers tangible benefits:
- Early problem detection: Identify developing issues weeks or months before failure
- Condition-based maintenance: Schedule maintenance based on actual equipment condition, not arbitrary time intervals
- Reduced downtime: Plan maintenance during scheduled outages rather than emergency response
- Extended equipment life: Operating within thermal limits prevents premature aging
- Safety improvement: Eliminate fire hazards and electrical safety risks
- Cost savings: Prevent expensive emergency repairs and replacement costs
- Liability reduction: Demonstrate due diligence in equipment maintenance and safety
4. Fluorescence Fiber Optic vs Traditional Temperature Monitoring Methods

Understanding how fluorescence fiber optic temperature monitoring compares to conventional technologies clarifies why it has become the preferred solution for modern switchgear installations.
Traditional Temperature Monitoring Limitations
Thermocouples and RTDs
Electrical temperature sensors face fundamental problems in switchgear environments:
- EMI susceptibility: Strong electromagnetic fields from switchgear currents induce voltages in sensor wires, creating measurement errors
- Ground loop issues: Multiple sensors can create unintended ground paths, causing erratic readings or safety hazards
- High voltage isolation: Require expensive and bulky insulation to operate safely near high voltage components
- Power requirements: Need external power supplies, complicating installation
- Signal degradation: Long cable runs attenuate weak electrical signals
- Calibration drift: Electrical sensors drift over time, requiring periodic recalibration
Infrared Temperature Measurement
IR thermal imaging offers non-contact measurement but has severe limitations:
- Cannot penetrate enclosures: Requires cabinet doors to be open, exposing personnel to electrical hazards
- Spot measurements only: Provides snapshots during periodic inspections, missing continuous monitoring
- Emissivity variations: Different materials and surface conditions affect accuracy
- No automated alerts: Cannot trigger alarms or integrate with control systems
- Labor intensive: Requires trained personnel to perform regular inspections
Temperature Indicating Labels
Wax-based temperature labels provide crude indication:
- Irreversible: Once activated, cannot be reset or reused
- Low accuracy: Typically ±5-10℃, insufficient for precise control
- No real-time data: Only show maximum temperature reached since installation
- Visual inspection required: Cannot provide remote monitoring or automated alarms
Fluorescence Fiber Optic Advantages

Fluorescence fiber optic sensors solve all these limitations:
| Feature | Thermocouples/RTDs | Infrared | Temperature Labels | Fluorescence Fiber Optic |
|---|---|---|---|---|
| EMI Immunity | Poor (highly susceptible) | Good | N/A | Excellent (complete immunity) |
| High Voltage Safety | Poor (requires isolation) | Good (non-contact) | Fair | Excellent (dielectric fiber) |
| Accuracy | ±1-2℃ (if no EMI) | ±2-3℃ (emissivity dependent) | ±5-10℃ | ±0.5℃ |
| Response Time | Seconds | Instant (spot check) | Minutes (irreversible) | <1 second |
| Continuous Monitoring | Yes | No (periodic only) | No | Yes |
| Enclosed Monitoring | Yes | No (requires access) | Requires access | Yes |
| Automated Alarms | Yes | No | No | Yes |
| Maintenance Required | Calibration needed | Equipment maintenance | Label replacement | None |
| Installation Complexity | Moderate to high | N/A | Simple | Simple |
| Long-term Stability | Drifts over time | N/A | N/A | No drift (lifetime) |
| Multi-point Capability | One sensor per channel | One point per measurement | Multiple labels needed | Up to 12 per transmitter |
| System Integration | Standard signals | Limited | None | MODBUS, IEC61850 |
5. Core Advantages of Fiber Optic Temperature Monitoring Systems
Fluorescence fiber optic temperature monitoring systems deliver multiple advantages that make them the optimal choice for switchgear thermal surveillance.
Complete Electromagnetic Interference Immunity
Switchgear generates intense electromagnetic fields during switching operations and fault conditions. Fiber optic temperature sensors achieve absolute EMI immunity because:
- Glass optical fiber carries only light—no electrical current flows
- Light transmission is unaffected by magnetic or electric fields of any intensity
- No shielding or filtering required for accurate measurement
- Performance remains consistent regardless of switchgear current levels
This immunity ensures reliable temperature measurement in the harshest electromagnetic environments where electrical sensors fail completely.
High Voltage Insulation Performance
Fiber optic sensing systems provide inherent high voltage isolation:
- Dielectric optical fiber contains no conductive materials
- Can be routed directly on high voltage conductors (10kV to 110kV)
- Eliminates expensive and bulky electrical insulation requirements
- No ground loop formation between sensors at different potentials
- Safe operation during electrical transients and fault conditions
This allows fluorescence temperature sensors to monitor contacts and connections electrical sensors cannot safely access.
Intrinsically Safe Design
The passive optical sensing principle makes fiber optic temperature measurement inherently safe:
- No electrical energy at measurement point
- Cannot create sparks under any fault condition
- No surface heating that could ignite combustible materials
- Suitable for enclosed switchgear with SF6 gas or air insulation
Maintenance-Free Operation
Fluorescence fiber optic sensors require zero maintenance throughout their service life:
- No moving parts to wear or fail
- Factory calibration remains stable for decades
- No calibration checks or adjustments needed
- No consumables to replace
- Solid-state optical components for maximum reliability
This maintenance-free operation dramatically reduces lifecycle costs compared to systems requiring periodic service.
High Precision Fast Response
The optical measurement principle enables superior performance:
- Accuracy: ±0.5℃ precision for detecting subtle temperature changes
- Resolution: 0.1℃ resolution reveals developing problems early
- Response time: <1 second to track rapid thermal transients
- Sampling rate: ≥1Hz continuous measurement for real-time monitoring
Multi-Point Simultaneous Measurement
A single temperature demodulator supports up to 12 independent fluorescence sensors:
- Monitor all critical points in one switchgear cabinet from one device
- Simultaneous temperature measurement across multiple locations
- Centralized data collection and alarm management
- Cost-effective solution for comprehensive monitoring
Compact Flexible Installation
Fluorescence fiber optic probes feature small dimensions and flexible routing:
- Probe diameter: 2.2mm±0.1mm—fits in tight spaces
- Flexible fiber allows installation in complex geometries
- Standard fiber lengths (2m, 3m, 4m, 6m, 8m) suit most applications
- Custom lengths available for special requirements
- ST optical connectors for reliable connections
Extended Service Life
Quality fiber optic temperature monitoring systems provide 20+ years reliable operation:
- Chemically inert glass fiber resists degradation
- UV-resistant cable jackets protect against environmental exposure
- Industrial-grade electronics designed for continuous operation
- No performance degradation over time
6. Technical Specifications and Performance Parameters
Understanding the detailed specifications of fluorescence fiber optic temperature monitoring systems ensures proper system selection and application.
Temperature Demodulator/Transmitter Specifications
The fiber optic temperature demodulator serves as the central processing unit for the monitoring system:
| Technical Parameter | Specification |
|---|---|
| Measurement Range | -40℃ to +260℃ |
| Measurement Accuracy | ±0.5℃ |
| Sampling Frequency | ≥1Hz |
| Number of Channels | 12 channels |
| Data Interface | RS485 / MODBUS-RTU |
| Data Format | 8 data bits, 1 stop bit, 1 start bit, no parity |
| Communication Baud Rate | 19200bps (configurable as needed) |
| Operating Temperature | -40℃ to +75℃ |
| Operating Humidity | 10% to 95% RH, non-condensing |
| Installation Method | DIN rail mount or wall mount |
| Device Dimensions | ≤150mm(L) × 110mm(W) × 60mm(H) |
| Fiber Connector Type | ST connector |
| Display Method | Digital tube or LCD display for 12-channel temperature data |
| Alarm Function | Audio and visual alarm capability |
| Communication Protocols | MODBUS_RTU, MODBUS_TCP, IEC61850, and other intelligent digital communication protocols |
Fluorescence Fiber Optic Temperature Probe Specifications
The fluorescence temperature sensor probe contains the sensing element that responds to temperature:
| Technical Parameter | Specification |
|---|---|
| Measurement Range | -40℃ to +260℃ |
| Measurement Accuracy | ±0.5℃ |
| Fiber Optic Diameter | 2.2mm ± 0.1mm |
| Fiber Temperature Resistance | -200℃ to +220℃ |
| Fiber Connector Type | ST connector |
| Standard Fiber Lengths | 2m, 3m, 4m, 6m, 8m |
| Custom Fiber Lengths | Available based on site requirements |
| Probe Material | Industrial-grade polymer or stainless steel (customizable) |
| Probe Tip Dimensions | Customizable based on application |
Customizable Parameters
Fuzhou Innovation Electronic Scie&Tech Co., Ltd. offers extensive customization options:
- Fiber length: Any length from 0.5m to 80m per channel
- Probe dimensions: Custom diameter and length for specific mounting requirements
- Probe material: Different materials for chemical compatibility
- Connector type: Alternative connector styles if ST is not preferred
- Channel count: Systems with different channel configurations (4, 8, 16, 32, 64 channels)
- Communication protocols: Additional protocols beyond standard offerings
- Display options: Custom display configurations and mounting
- Alarm outputs: Relay contacts, 4-20mA outputs, or other signal types
7. Critical Temperature Monitoring Points in Switchgear
Effective switchgear thermal monitoring requires strategic placement of fiber optic temperature sensors at locations most susceptible to overheating. Understanding where to install sensors maximizes system effectiveness.
High Voltage Switchgear (10kV-35kV) Monitoring Points
High voltage switchgear temperature monitoring should cover these critical locations:
Circuit Breaker Contacts
- Fixed contacts: Monitor upper and lower stationary contacts where current enters/exits
- Moving contacts: Track temperature of mobile contact arms during operation
- Contact stems: Measure temperature at contact mounting points
Circuit breaker contacts carry full load current and interrupt fault currents, making them high-stress components prone to degradation.
Disconnect Switch Contacts
- Blade contacts: Monitor sliding contact surfaces
- Jaw contacts: Track stationary contact temperature
- Hinge points: Measure pivot mechanism temperature
Busbar Connections
- Bolted joints: Monitor all busbar splice connections
- Phase-to-phase transitions: Track temperature at phase separation points
- Branch connections: Measure where feeders tap off main bus
Busbar joints represent mechanical connections that can loosen, increasing resistance and generating heat.
Cable Terminations
- Cable lugs: Monitor crimped or bolted lug connections
- Terminal blocks: Track temperature at cable entry points
- Cable glands: Measure temperature near cable sealing points
Incoming and Outgoing Line Terminals
- Line-side connections: Monitor utility connection points
- Load-side connections: Track downstream circuit connections
Medium Voltage Switchgear Monitoring Points
Medium voltage switchgear requires similar monitoring coverage:
- Vacuum circuit breaker contacts: Monitor sealed contact assemblies
- Load break switch contacts: Track switching mechanism temperatures
- Busbar splice points: Measure all bolted bus connections
- Cable termination heads: Monitor high-current cable connections
- Transformer connections: Track temperature at transformer primary terminals
GIS and Solid Insulation Switchgear Monitoring Points
Gas-insulated switchgear (GIS) and solid insulation equipment present unique monitoring challenges:
- Sealed contact assemblies: Monitor through enclosure walls using fiber penetrations
- Critical connection nodes: Track temperature at key junction points
- Enclosure feedthroughs: Measure temperature where conductors penetrate enclosures
Typical Sensor Configuration
A comprehensive switchgear temperature monitoring system typically includes:
| Switchgear Type | Recommended Sensors per Bay | Primary Monitoring Points |
|---|---|---|
| 10kV Ring Main Unit | 6-9 sensors | 3 circuit breaker contacts, 3 busbar joints, 3 cable terminations |
| 10kV Fixed Switchgear | 8-12 sensors | Circuit breaker, disconnect switch, busbar, cable connections |
| 35kV Switchgear | 9-12 sensors | Breaker contacts, busbar connections, cable terminations, CT/PT connections |
| 110kV GIS | 6-8 sensors | Key contact points, critical connections, enclosure penetrations |
8. Temperature Monitoring Solutions for Different Voltage Levels
Fiber optic temperature monitoring systems adapt to various voltage classifications with appropriate sensor configurations and installation methods.
10kV Distribution Switchgear Intelligent Temperature Monitoring
10kV switchgear represents the most common medium voltage distribution equipment requiring thermal surveillance.
Ring Main Unit Temperature Monitoring Solution
Ring main unit (RMU) temperature monitoring protects compact switchgear used in ring network distribution:
- Sensor placement: 2-3 sensors per load break switch, 2-3 per circuit breaker, 3 per busbar section
- Typical configuration: 9-sensor system per RMU cabinet
- Installation method: Sensors attached to contacts using high-temperature adhesive or mechanical clamps
- Fiber routing: Through dedicated cable glands maintaining IP rating
- Display location: External mounted demodulator with LCD showing all temperatures
Fixed Switchgear Monitoring Solution
Fixed-type switchgear with stationary circuit breakers requires comprehensive monitoring:
- Per bay configuration: 10-12 sensors covering all connection points
- Multi-bay systems: One 12-channel demodulator per bay, networked via MODBUS
- Integration: Connected to substation automation system via IEC61850
Withdrawable (Truck-Type) Switchgear Solution
Switchgear with removable circuit breakers presents installation challenges:
- Stationary component monitoring: Sensors on fixed contacts, busbar, and cable connections
- Truck monitoring: Optional sensors on breaker truck with flexible fiber loops
- Quick-disconnect considerations: Fiber connectors for breaker removal if truck monitoring included
35kV High Voltage Switchgear Online Monitoring
35kV switchgear thermal monitoring demands higher reliability due to greater fault consequences:
Monitoring Point Configuration
- Primary circuit: 3 sensors on circuit breaker contacts (one per phase)
- Busbar system: 3-4 sensors on main bus connections
- Cable terminations: 3 sensors on cable heads (one per phase)
- Instrument transformers: 2 sensors on CT and PT primary connections
- Total per bay: 11-12 sensors utilizing full 12-channel capacity
Communication Requirements
35kV installations typically require sophisticated integration:
- Substation automation: IEC61850 protocol for seamless integration
- SCADA connection: Real-time data to control center
- Event logging: Temperature excursion recording with timestamps
- Remote access: Web-based monitoring from operations center
110kV Substation Switchgear Temperature Monitoring
110kV switchgear monitoring focuses on critical components in major substations:
Special Requirements
- Higher voltage isolation: Fiber optic technology essential—electrical sensors impractical
- GIS equipment: Sensors installed through enclosure penetrations with specialized fittings
- Critical point focus: Monitor most vulnerable connections rather than comprehensive coverage
- Redundancy: Dual monitoring systems for highest reliability
Typical Configuration
- Sensors per bay: 6-9 focusing on highest-stress points
- System architecture: Redundant demodulators with automatic failover
- Network integration: Dual communication paths to station automation
Voltage Level Comparison
| Voltage Level | Sensors per Bay | Primary Concerns | Communication | Special Features |
|---|---|---|---|---|
| 10kV | 8-12 | Contact degradation, loose connections | MODBUS-RTU typical | Cost-effective comprehensive monitoring |
| 35kV | 10-12 | All connections, higher fault energy | IEC61850 preferred | Enhanced integration and logging |
| 110kV | 6-9 | Critical points, GIS penetrations | IEC61850 required | Redundancy, highest reliability |
9. Applications in Different Types of Switchgear
Fluorescence fiber optic temperature sensors adapt to all common switchgear configurations, each with specific installation considerations.
Ring Main Unit Fiber Optic Temperature Monitoring
Ring main units (RMU) provide compact switchgear solutions for ring network distribution systems:
RMU Characteristics
- Compact design with limited internal space
- Load break switches or circuit breakers
- Gas or solid insulation (SF6, air, or epoxy resin)
- Often outdoor installation with harsh environmental exposure
Temperature Monitoring Solution
- Sensor count: 6-9 sensors per RMU (2-3 per switch position)
- Small probe advantage: 2.2mm diameter sensors fit in tight spaces
- Flexible fiber: Routes around complex internal geometry
- Sealed installation: Fiber penetrations maintain IP54/IP65 enclosure rating
- External demodulator: Mounted outside cabinet in weatherproof enclosure
GIS Switchgear Temperature Sensor Configuration
Gas-insulated switchgear (GIS) encloses all live parts in metal-clad SF6 gas-filled compartments:
GIS Monitoring Challenges
- Contacts sealed inside metal enclosures
- Limited access for sensor installation
- Maintaining gas seal integrity
- High voltage gradients at penetration points
Fiber Optic Solution
Fluorescence fiber optic sensors overcome GIS monitoring challenges:
- Through-wall installation: Small fiber passes through sealed glands without compromising gas containment
- Non-conductive path: Fiber creates no electrical stress concentration at penetration
- Contact attachment: Sensors bonded directly to moving and fixed contacts
- Multiple compartments: Single demodulator monitors sensors in different gas zones
Solid Insulation Ring Main Unit Smart Monitoring
Solid insulation RMU uses epoxy resin encapsulation instead of gas insulation:
Advantages for Temperature Monitoring
- Sensors can be embedded during manufacturing process
- No concern about gas leakage
- Fiber exit points sealed with potting compound
- Ideal for retrofit or OEM integration
Monitoring Configuration
- OEM installation: Sensors embedded in epoxy during casting for optimal contact
- Retrofit installation: Sensors attached to accessible connection points
- Typical coverage: 8-10 sensors per 3-position RMU
Air-Insulated Switchgear Temperature Control
Traditional air-insulated switchgear offers easiest sensor access:
- Installation simplicity: Direct access to all contacts and connections
- Flexible placement: Sensors positioned for optimal thermal response
- Multiple attachment methods: Adhesive, mechanical clamps, or custom brackets
- Comprehensive coverage: Monitor all critical points economically
Fixed-Type and Withdrawable Switchgear Comparison
| Switchgear Type | Sensor Installation | Typical Sensor Count | Special Considerations |
|---|---|---|---|
| Ring Main Unit | Through sealed glands | 6-9 per unit | Maintain IP rating, compact routing |
| GIS | Through enclosure penetrations | 6-8 per bay | Gas seal integrity, contact access |
| Solid Insulation | Embedded or external | 8-10 per unit | OEM integration preferred |
| Air Insulated Fixed | Direct attachment | 10-12 per bay | Simplest installation |
| Withdrawable/Truck | Stationary components | 8-10 per bay | Avoid breaker truck if possible |
| Low Voltage Drawer | Main bus and feeders | 4-8 per section | Monitor distribution points |
10. System Installation and Configuration Guide
Proper installation of fiber optic temperature monitoring systems ensures accurate measurement and long-term reliability.
Fiber Optic Temperature Sensor Installation
Sensor Placement Principles
Optimal temperature sensor positioning maximizes thermal response:
- Direct contact: Sensor tip should contact the monitored surface directly
- Thermal path: Minimize thermal resistance between heat source and sensor
- Representative location: Position at hottest expected point
- Mechanical protection: Secure sensor to prevent damage from movement or vibration
- Avoid heat sinks: Don’t attach to large metal masses that moderate temperature
Sensor Attachment Methods
Fluorescence temperature probes can be secured using several techniques:
- High-temperature adhesive: Epoxy rated for 200℃+ bonds sensor to metal surfaces
- Mechanical clamps: Spring clips or cable ties secure sensor to round conductors
- Mounting brackets: Custom brackets position sensors on busbar or terminals
- Potting compound: Embed sensor in thermal compound for maximum contact
Circuit Breaker Contact Monitoring
Attaching sensors to circuit breaker contacts requires care:
- Fixed contacts: Bond sensor to stationary contact stem or mounting block
- Moving contacts: Attach to moving arm allowing for mechanical travel
- Provide slack: Create fiber service loop for breaker operation
- Protect fiber: Route away from moving parts and sharp edges
Busbar Connection Monitoring
Busbar joint temperature measurement best practices:
- Both sides: Consider sensors on both sides of bolted joint
- Near bolt: Position within 10-20mm of connection bolt
- Avoid edges: Don’t place at sharp bus edges where poor thermal coupling occurs
- Secure firmly: Prevent sensor movement from magnetic forces during current flow
Fiber Optic Cable Routing
Routing Guidelines
Proper fiber optic cable installation prevents damage and signal loss:
- Minimum bend radius: Maintain 10× fiber diameter (22mm for 2.2mm fiber)
- Avoid sharp bends: Use smooth curves, never kink fiber
- Mechanical protection: Route through conduit or cable tray in high-traffic areas
- Separation from power cables: Not required (EMI immune) but reduces mechanical damage risk
- Support interval: Support every 0.5-1m to prevent sagging
- Strain relief: Secure fiber at cabinet penetrations
Cabinet Penetration
Bringing fiber through switchgear enclosures:
- Cable glands: Use appropriately sized glands maintaining IP rating
- Multiple fibers: Bundle fibers together through common gland
- Sealing: Pack gland with sealing compound for environmental protection
- Labeling: Mark each fiber for channel identification
ST Fiber Connector Installation
ST connectors provide reliable optical connections:
- Cleanliness critical: Clean connector ferrules with lint-free wipes and optical alcohol
- Inspect visually: Check for scratches or contamination on connector faces
- Alignment: Insert connector fully and rotate bayonet lock until seated
- Dust caps: Install protective caps on unused ports
- Testing: Verify optical connection by checking temperature reading appears
Temperature Demodulator Installation
DIN Rail Mounting
Installing the temperature monitoring demodulator on DIN rail:
- Location selection: Control cabinet or instrument panel with appropriate environment
- Rail spacing: Ensure adequate clearance for adjacent devices
- Clip engagement: Hook top edge and snap bottom clip onto rail
- Secure position: Some models include locking screw to prevent movement
Wall Mount Installation
Alternative wall mounting for larger demodulators:
- Mounting holes: Use provided mounting points on enclosure
- Surface preparation: Mount on flat, stable surface
- Fasteners: Use appropriate screws for wall material
- Leveling: Install level for proper display viewing
Wiring Connections
Electrical connections to the demodulator:
- Power supply: Connect to appropriate voltage (typically 85-265VAC or 24VDC)
- RS485 terminals: Connect A(+) and B(-) to communication network
- Alarm outputs: Wire relay contacts to alarm system if equipped
- Grounding: Connect chassis ground for electrical safety
- Labeling: Mark all terminals for future maintenance
11. Smart Grid Integration and Communication
Fiber optic temperature monitoring systems integrate seamlessly with substation automation and control systems through industry-standard communication protocols.
Communication Protocol Support
Modern temperature demodulators support multiple protocols for flexible integration:
MODBUS-RTU Protocol
MODBUS-RTU provides reliable serial communication:
- Interface: RS485 two-wire differential signaling
- Topology: Multi-drop bus supporting up to 247 devices
- Baud rate: Configurable (19200bps typical)
- Data format: Temperature registers, alarm status, device information
- Advantages: Simple, reliable, widely supported in industrial systems
- Applications: Local monitoring, small substations, retrofit installations
MODBUS-TCP Protocol
MODBUS-TCP enables Ethernet connectivity:
- Interface: RJ45 Ethernet connection
- Network: Standard TCP/IP networks
- Speed: 10/100 Mbps auto-negotiation
- Data access: Same register structure as MODBUS-RTU
- Advantages: Higher speed, longer distance, integration with IT networks
- Applications: Large substations, remote monitoring, enterprise SCADA
IEC 61850 Protocol
IEC 61850 represents the international standard for substation automation:
- Data modeling: Standardized logical nodes for temperature sensors
- Communication: MMS (Manufacturing Message Specification) over Ethernet
- GOOSE messaging: Fast peer-to-peer communication for critical data
- Self-description: Automatic device capability reporting
- Advantages: Interoperability, standardization, future-proof
- Applications: New substations, utility standard compliance, IEC 61850 systems
Substation Automation System Integration
Connecting switchgear temperature monitoring to substation control systems:
Station-Level Integration
- Data aggregation: Temperature data from multiple demodulators collected at station HMI
- Alarm management: Temperature alarms integrated with station alarm system
- Trending and logging: Historical temperature data stored in station historian
- Operator interface: Temperature values displayed on station SCADA screens
Bay-Level Integration
- Protection schemes: Temperature data provided to bay protection IEDs
- Control logic: Temperature interlocks preventing operations at excessive temperature
- Load management: Dynamic rating based on actual equipment temperature
SCADA System Connection
Remote monitoring through Supervisory Control and Data Acquisition (SCADA) systems:
- Communication gateway: MODBUS to DNP3 or other SCADA protocols
- RTU integration: Temperature data mapped to SCADA points
- Remote access: Operations center visibility of switchgear temperatures
- Alarm notification: Temperature excursions reported to control center
- Historical analysis: Long-term temperature trending for asset management
Data Transmission and Remote Monitoring
Fiber optic temperature monitoring systems enable modern remote surveillance:
Network Architecture
- Local network: Substation LAN connecting all monitoring devices
- Communication server: Gateway between substation and corporate networks
- Secure connection: VPN or dedicated circuits for remote access
- Redundant paths: Primary and backup communication channels
Remote Monitoring Features
- Web interface: Browser-based access to temperature data
- Mobile apps: Smartphone monitoring for field personnel
- Email alerts: Automatic notification of temperature alarms
- SMS messaging: Critical alarm delivery to on-call staff
- Report generation: Automated temperature reports for management review
System Networking Configuration
Typical temperature monitoring network topologies:
| Network Type | Protocol | Advantages | Applications |
|---|---|---|---|
| RS485 Multidrop | MODBUS-RTU | Simple, cost-effective, reliable | Single substation, local monitoring |
| Ethernet LAN | MODBUS-TCP | Higher speed, easier troubleshooting | Large substations, multiple devices |
| Process Bus | IEC 61850 | Standardized, interoperable, scalable | Modern digital substations |
| Wireless | Various | No wiring required, flexible | Retrofit, temporary installations |
12. Temperature Monitoring Alarm and Control Functions
Effective alarm management transforms temperature monitoring data into actionable information that prevents equipment failures.
Multi-Level Temperature Alarm Settings
Temperature alarm systems typically implement multiple threshold levels:
Alarm Level Structure
- Pre-alarm (Warning): First indication of rising temperature
- Typical setting: +10-15℃ above normal operating temperature
- Action: Increase monitoring frequency, schedule inspection
- Operator response: Acknowledge and log
- High Temperature Alarm: Abnormal temperature requiring attention
- Typical setting: +20-25℃ above normal
- Action: Immediate investigation required
- Operator response: Reduce load if possible, prepare for maintenance
- Critical Temperature Alarm: Dangerous condition
- Typical setting: +30-40℃ above normal or approaching insulation limits
- Action: Emergency response, consider equipment de-energization
- Operator response: Immediate load transfer and shutdown preparation
- Emergency Trip: Automatic protective action
- Typical setting: Approaching material temperature limits
- Action: Automatic circuit breaker trip to protect equipment
- Operator response: Equipment out of service for inspection/repair
Local Audio and Visual Alarms
On-site alarm indication provides immediate notification:
Visual Indicators
- LED status lights: Color-coded indicators on demodulator front panel
- Green: Normal operation
- Yellow: Pre-alarm condition
- Red: High temperature alarm
- Flashing red: Critical alarm
- LCD display: Shows alarm status and affected channel
- External beacons: Visible from distance for attended substations
Audio Alarms
- Built-in buzzer: Attention-getting sound for localoperators
- External horn: Louder alarm for large facilities
- Alarm acknowledge: Silence button to stop audio while alarm condition persists
Remote Alarm Notification
Remote alarm transmission ensures 24/7 awareness:
- SCADA integration: Alarm status transmitted to control center
- Email notification: Automatic messages to maintenance team distribution list
- SMS alerts: Text messages to on-call personnel mobile phones
- Phone calls: Automated voice calls for critical alarms
- Mobile app push notifications: Instant alerts to smartphones
Alarm Interlocking and Control
Temperature-based control actions protect equipment automatically:
Load Reduction
- Automatic shedding: Drop non-critical loads when temperature rises
- Load transfer: Switch loads to alternate feeders
- Demand response: Signal building management systems to reduce load
Cooling System Activation
- Force ventilation: Start cooling fans when temperature rises
- Air conditioning: Activate or increase HVAC cooling
- Door interlocks: Prevent door opening during high temperature conditions
Circuit Breaker Trip
- Emergency disconnect: Automatic trip at critical temperature
- Delayed trip: Allow time for manual intervention before automatic action
- Trip inhibit: Optional override during critical operations
Historical Data Recording and Analysis
Temperature trend analysis enables predictive maintenance:
Data Logging
- Continuous recording: Store all temperature readings with timestamps
- Alarm event log: Record all alarm occurrences with duration
- Load correlation: Link temperature to current measurements
- Environmental data: Include ambient temperature for analysis
Trending and Predictive Analysis
- Temperature rise rate: Calculate degrees per hour to predict future values
- Baseline comparison: Compare current temperatures to historical norms
- Seasonal patterns: Identify expected temperature variations
- Degradation detection: Recognize gradual temperature increase indicating developing problems
- Maintenance scheduling: Plan interventions based on temperature trends
Temperature Trend Prediction and Early Warning
Advanced predictive algorithms provide early fault warning:
- Rate-of-rise alarms: Alert when temperature increases faster than normal
- Comparative analysis: Identify one phase running hotter than others
- Load-adjusted baselines: Expected temperature based on current load
- Machine learning: Pattern recognition identifying abnormal behavior
- Remaining life estimation: Calculate expected time to failure at current rate
13. Display Methods and Human-Machine Interface
Temperature monitoring systems provide multiple interface options for accessing real-time and historical data.
LCD Liquid Crystal Local Display
LCD display panels on the demodulator provide on-site visibility:
Display Features
- Multi-channel presentation: Show all 12 channel temperatures simultaneously or cycle through individually
- Large digits: Easy reading from several meters away
- Backlight: Illuminated display for low-light conditions
- Alarm indication: Visual highlighting of channels in alarm
- Menu navigation: Access configuration and diagnostic functions
Display Information
- Current temperature for each channel
- Maximum/minimum temperatures recorded
- Alarm status indicators
- Sensor fault detection (broken fiber, disconnected sensor)
- Communication status
- Device configuration parameters
Digital Tube Display (LED Seven-Segment)
Digital tube displays offer high visibility alternative:
- Bright LEDs: Visible in direct sunlight
- Large character height: 10-15mm digits readable from distance
- Color coding: Red digits for alarm conditions, green for normal
- Multiplexed display: Cycle through 12 channels automatically
- Rugged construction: Suitable for harsh industrial environments
Display Content Configuration
Customizable display options suit different operational needs:
- Rotation mode: Automatically cycle through all channels
- Fixed display: Show specific critical channels continuously
- Alarm priority: Display channels in alarm state first
- Temperature units: Celsius or Fahrenheit selection
- Update rate: Configurable refresh interval
Touch Screen Operation Interface
Advanced systems offer touchscreen HMI for enhanced functionality:
- Graphical interface: Intuitive icon-based operation
- Switchgear mimic: Display temperatures overlaid on cabinet diagram
- Trend charts: Real-time graphing of temperature history
- Alarm management: Acknowledge, silence, and review alarms
- Configuration access: Set alarm thresholds and system parameters
- Diagnostic tools: Test sensors, check communication, view system status
Remote Monitoring Software Functions
PC-based monitoring software provides comprehensive system management:
Real-Time Monitoring
- Live data display: Current temperatures for all monitored points
- Multiple substations: Monitor many sites from single workstation
- Geographic map: Select sites from map interface
- Color-coded status: Visual indication of normal/alarm conditions
Historical Analysis
- Data retrieval: Query historical data by date range
- Trend plotting: Graph temperature vs. time for any channel
- Comparison charts: Overlay multiple channels or time periods
- Export capability: Save data to Excel or CSV for further analysis
Report Generation
- Scheduled reports: Automatic daily/weekly/monthly temperature summaries
- Alarm reports: List of all alarm events with duration and severity
- Compliance documentation: Temperature records for regulatory requirements
- Custom formats: User-defined report templates
Mobile App Monitoring (Optional)
Smartphone applications enable monitoring from anywhere:
- iOS and Android: Apps for both major mobile platforms
- Live data access: View current temperatures remotely
- Push notifications: Instant alarm alerts to phone
- Historical trends: Review temperature history on mobile device
- System control: Acknowledge alarms, adjust settings remotely
- Secure access: Password protection and encrypted communication
14. Why Fluorescence Technology is Best for Switchgear?
Among various fiber optic temperature sensing technologies, fluorescence-based sensors offer the optimal combination of performance, reliability, and practicality for switchgear applications.
Fluorescence vs Distributed Temperature Sensing (DTS)
While DTS systems excel for long-distance monitoring, they’re less suitable for switchgear:
| Characteristic | Fluorescence Point Sensing | Raman DTS | Best for Switchgear |
|---|---|---|---|
| Measurement Type | Discrete points | Continuous along fiber | Fluorescence (specific points needed) |
| Accuracy | ±0.5℃ | ±1-3℃ | Fluorescence (higher precision) |
| Response Time | <1 second | 1-60 seconds | Fluorescence (faster detection) |
| Spatial Resolution | N/A (point) | 0.5-2 meters | Fluorescence (exact point monitoring) |
| Installation Complexity | Simple | Moderate | Fluorescence (easier installation) |
| Cost per Point | Moderate | Low for many points | Fluorescence (8-12 points typical) |
| Application | Specific critical locations | Long continuous assets | Fluorescence (switchgear contacts) |
DTS is designed for monitoring pipelines, tunnels, and power cables extending kilometers—overkill for a switchgear bay where 8-12 specific points need monitoring.
Fluorescence vs Fiber Bragg Grating (FBG)
FBG sensors provide excellent accuracy but have limitations for switchgear:
| Characteristic | Fluorescence | FBG | Advantage |
|---|---|---|---|
| Accuracy | ±0.5℃ | ±0.1-1℃ | Comparable |
| EMI Immunity | Complete | Complete | Equal |
| Installation Flexibility | Very flexible fiber | More rigid fiber handling | Fluorescence |
| Probe Size | 2.2mm compact | 125μm fiber (needs protection) | Fluorescence (more robust) |
| Temperature Range | -40 to +260℃ | -40 to +300℃ | FBG (if extreme heat needed) |
| Channels per Unit | Up to 12 | Up to 80+ | FBG (if many points) |
| System Cost | Moderate | Higher | Fluorescence |
| Typical Application | Power equipment | Aerospace, research | Fluorescence (power industry) |
For typical switchgear with 8-12 monitoring points, fluorescence sensors provide the best value with adequate accuracy and simpler installation.
Fluorescence vs Infrared Temperature Measurement
Infrared thermography serves different purposes than continuous monitoring:
| Characteristic | Fluorescence Fiber Optic | Infrared |
|---|---|---|
| Monitoring Type | Continuous 24/7 | Periodic inspection |
| Enclosed Equipment | Yes (through walls) | No (requires access) |
| Automated Alarms | Yes | No |
| Exact Measurement Point | Yes (contact) | Surface only |
| Labor Required | None (automated) | Technician for each inspection |
| Accuracy | ±0.5℃ | ±2-3℃ (emissivity dependent) |
| Safety | Remote (doors closed) | Requires cabinet access |
| Integration | Full SCADA connection | Manual reporting |
Infrared complements fiber optic monitoring for comprehensive programs—IR for periodic surveys, fiber optics for continuous critical point monitoring.
Unique Advantages of Fluorescence for Switchgear
Fluorescence fiber optic sensors deliver specific benefits for switchgear applications:
- Direct contact measurement: Sensor tip bonds directly to contacts and connections for immediate thermal response
- Intensity-independent: Measurement based on decay time, not light intensity—immune to fiber bending, connectors, aging
- Small probe size: 2.2mm diameter fits in tight switchgear spaces
- Flexible fiber: Routes through complex geometries without breaking
- High voltage immunity: Proven safe operation at 10kV to 110kV
- Fast response: Sub-second response tracks rapid temperature changes during switching
- Multiple channels: 12 sensors per demodulator matches typical switchgear bay requirements
- No calibration drift: Maintains accuracy indefinitely without recalibration
- Cost-effective: Optimal price/performance for 8-12 point applications
- Simple installation: Straightforward sensor attachment and fiber routing
- Industry proven: Decades of successful switchgear deployment worldwide
15. Environmental Adaptability of Fiber Temperature Sensors
Fluorescence fiber optic temperature sensors demonstrate exceptional reliability across diverse environmental conditions found in electrical installations.
High and Low Temperature Environment Performance
The fiber optic sensing system operates reliably across extreme temperature ranges:
Sensor Temperature Capability
- Measurement range: -40℃ to +260℃ covers all switchgear operating conditions
- Fiber withstand temperature: -200℃ to +220℃ protects against transient extremes
- Probe materials: Selected for thermal stability across full range
- No performance degradation: Accuracy maintained from minimum to maximum temperature
Demodulator Operating Environment
- Operating temperature: -40℃ to +75℃ accommodates outdoor installations and unheated enclosures
- Storage temperature: -50℃ to +85℃ for extreme climate shipping and storage
- Thermal shock resistance: Rapid temperature changes don’t affect performance
- No heating required: Operates reliably in unheated control cabinets
High Humidity Environment Performance
Fiber optic temperature monitoring tolerates moisture better than electrical sensors:
- Operating humidity: 10% to 95% RH non-condensing
- Glass fiber: Inherently moisture-resistant (unlike hygroscopic electrical insulation)
- Sealed probes: Protect fluorescent material from moisture exposure
- Tropical performance: Proven operation in high humidity climates
- No corrosion: Optical fiber immune to moisture-induced degradation
- Condensation tolerance: Short-term condensation doesn’t damage sensors
Strong Electromagnetic Field Environment Stability
Switchgear generates intense electromagnetic fields that destroy electrical sensor accuracy:
EMI Sources in Switchgear
- Normal operation: Magnetic fields from load currents
- Switching transients: Fast voltage changes during breaker operation
- Fault conditions: Extreme fields during short circuits
- Partial discharge: High-frequency electromagnetic noise
- Adjacent equipment: Motors, transformers, frequency converters
Fluorescence Sensor EMI Immunity
Fiber optic sensors achieve absolute EMI immunity:
- No conductive path: Glass fiber carries only light, no electrical signals
- No electromagnetic coupling: Light transmission unaffected by any electromagnetic field
- No shielding required: Fiber can route directly along high-current conductors
- Consistent accuracy: Readings remain stable during fault currents and switching operations
- No false alarms: EMI cannot trigger false temperature indications
Vibration Environment Reliability
Switchgear equipment experiences mechanical vibration from various sources:
- Breaker operation: Mechanical shock from contact movement
- Electromagnetic forces: Conductor movement during high current
- Building vibration: Structural movement from traffic, machinery
- Seismic activity: Earthquake-induced motion
Vibration Resistance Features
- Flexible fiber: Accommodates movement without breaking
- Secure attachment: Sensors bonded firmly to monitored surfaces
- No loose connections: Optical connectors immune to vibration-induced intermittent contact
- Solid-state measurement: No moving parts in sensing element
- Proven durability: Withstands years of operational vibration
Corrosive Environment Durability
Some switchgear installations face chemical exposure:
Chemical Resistance
- Glass fiber core: Chemically inert to most industrial chemicals
- Protective jackets: Polymer coatings resist acids, bases, solvents
- Stainless steel options: Probe housings available in corrosion-resistant materials
- No metallic oxidation: Unlike copper sensor wires that corrode
- Industrial atmosphere: Performs reliably in refineries, chemical plants, marine environments
Enclosed Space Applications
Sealed switchgear cabinets present unique environmental challenges:
- Limited ventilation: Temperature can rise in poorly ventilated cabinets
- SF6 gas atmosphere: Some switchgear uses sulfur hexafluoride insulation
- Vacuum environments: Vacuum circuit breakers operate at low pressure
- Fiber compatibility: Optical fiber compatible with all insulation gases and vacuum
- Sealed penetrations: Fiber entries maintain cabinet environmental rating
- No outgassing: Sensors don’t contaminate sensitive environments
16. Global Switchgear Temperature Monitoring Applications
Fluorescence fiber optic temperature monitoring systems have achieved widespread deployment across electrical infrastructure worldwide.
China Power System Applications
Chinese electrical utilities represent the largest deployment of switchgear temperature monitoring:
State Grid Corporation of China (SGCC)
- Substation modernization: Thousands of substations equipped with fiber optic monitoring
- Smart grid initiative: Temperature monitoring integrated with substation automation
- Voltage levels: Comprehensive monitoring from 10kV distribution to 110kV transmission
- Urban networks: Extensive deployment in city ring main units and distribution switchgear
China Southern Power Grid (CSG)
- Tropical climate: High humidity and temperature applications proving sensor durability
- Coastal installations: Corrosive marine environment testing long-term reliability
- GIS monitoring: Gas-insulated switchgear installations in major substations
Industrial and Commercial Applications
- Manufacturing facilities: Switchgear protecting critical production equipment
- Data centers: High-reliability power distribution with continuous monitoring
- Transportation infrastructure: Metro systems, high-speed rail traction substations
- Commercial buildings: Office towers, shopping centers, hospitals
Asia-Pacific Regional Applications
Rapid infrastructure development drives fiber optic temperature sensor adoption:
Southeast Asia
- Grid expansion: New substations incorporating temperature monitoring from design phase
- Retrofit programs: Aging switchgear upgraded with monitoring systems
- Industrial zones: Manufacturing facilities requiring reliable power distribution
- Climate challenges: High temperature and humidity testing sensor limits
Indian Subcontinent
- Power sector growth: Massive expansion of electrical infrastructure
- Rural electrification: Distribution switchgear monitoring in remote locations
- Industrial applications: Textile, pharmaceutical, automotive manufacturing
- Smart city projects: Modern substations with comprehensive monitoring
Australia and New Zealand
- Mining operations: Critical switchgear protecting mining infrastructure
- Utility networks: Both urban and remote substation monitoring
- Renewable integration: Switchgear connecting solar and wind farms
Middle East Power Facility Applications
Extreme environmental conditions validate sensor environmental adaptability:
Gulf Cooperation Council (GCC) Countries
- Extreme heat: Ambient temperatures to 55℃ testing high-temperature performance
- Oil and gas facilities: Petrochemical plant electrical distribution
- Desalination plants: Critical power infrastructure monitoring
- Mega projects: Airport, stadium, and infrastructure developments
- Solar installations: Large-scale solar farm switchgear monitoring
Levant and North Africa
- Utility modernization: National grid improvement programs
- Industrial zones: Manufacturing and processing facilities
- Infrastructure projects: Transportation and commercial developments
Applications Across Multiple Industries
Switchgear temperature monitoring serves diverse sectors beyond utilities:
Power Generation and Distribution
- Fossil fuel power plants (coal, gas, oil)
- Nuclear power stations (safety-critical applications)
- Renewable energy (solar, wind, hydro switchgear)
- Transmission and distribution substations
- Industrial cogeneration facilities
Industrial and Manufacturing
- Steel mills and metal processing
- Chemical and petrochemical plants
- Automotive manufacturing
- Semiconductor fabrication facilities
- Food and beverage processing
- Pulp and paper mills
Commercial and Infrastructure
- Commercial office buildings
- Shopping centers and retail
- Hospitals and healthcare facilities
- Educational institutions
- Government buildings
- Sports stadiums and arenas
Transportation
- Railway traction substations
- Metro and light rail systems
- Airports
- Seaports and container terminals
- Highway infrastructure
Data Centers and Telecommunications
- Hyperscale data centers
- Colocation facilities
- Telecommunications switching centers
- Cloud computing infrastructure
17. How to Select the Right System for Your Switchgear?
Selecting the optimal fiber optic temperature monitoring system requires systematic evaluation of application requirements.
Step 1: Identify Switchgear Type and Configuration
Different switchgear types have specific monitoring needs:
| Switchgear Type | Typical Sensors | Key Considerations |
|---|---|---|
| 10kV Ring Main Unit | 6-9 per unit | Compact routing, sealed penetrations |
| 10kV Fixed Switchgear | 8-12 per bay | Comprehensive coverage, DIN rail mounting |
| 35kV Air Insulated | 10-12 per bay | IEC61850 integration, enhanced reliability |
| 110kV GIS | 6-8 per bay | Sealed penetrations, redundancy |
| Metal-Clad Switchgear | 8-10 per lineup | Individual compartment monitoring |
Step 2: Determine Voltage Level Requirements
Voltage rating influences sensor selection and installation:
- Low voltage (<1kV): Focus on busbar connections and high-current feeders
- Medium voltage (1-35kV): Comprehensive monitoring of contacts, connections, and terminals
- High voltage (>35kV): Critical point monitoring with enhanced isolation
- Fiber advantage: Same fluorescence sensors suitable for all voltage levels
Step 3: Calculate Required Monitoring Points
Count all critical locations requiring temperature measurement:
Contact Points
- Circuit breaker fixed and moving contacts
- Disconnect switch contacts
- Load break switch contacts
Connections
- Busbar bolted joints
- Cable termination lugs
- Transformer connection terminals
- CT/PT primary connections
Channel Count Selection
- Single bay: 12-channel demodulator typically sufficient
- Multiple bays: Multiple 12-channel units networked together
- Expansion: Plan for 10-20% spare capacity for future additions
Step 4: Select Appropriate Fiber Lengths
Measure distances from sensor locations to demodulator mounting position:
| Application | Typical Fiber Length | Recommended Standard Length |
|---|---|---|
| Compact RMU | 1-2 meters | 2m or 3m |
| Single bay switchgear | 2-4 meters | 3m or 4m |
| Multi-bay lineup | 3-6 meters | 4m, 6m, or 8m |
| Remote mounting | 5-15 meters | Custom length |
- Planning tip: Allow extra length for routing flexibility and future reconfiguration
- Custom lengths: Available for special requirements beyond standard offerings
Step 5: Determine Communication Requirements
Select communication protocol based on system integration needs:
MODBUS-RTU (RS485)
Choose when:
- Integrating with PLC or local controller
- Simple point-to-point or multidrop network
- Budget-conscious installation
- Retrofit to existing control system
MODBUS-TCP (Ethernet)
Choose when:
- Substation has Ethernet network infrastructure
- Remote monitoring from control center required
- Integration with IT systems needed
- Higher communication speed beneficial
IEC 61850
Choose when:
- New digital substation design
- Utility standard compliance required
- Integration with IEC 61850 protection/control IEDs
- Future interoperability important
Step 6: Consider Display and Alarm Needs
Define how operators will interact with the system:
- Local display: LCD or digital tube for on-site viewing
- Remote monitoring: SCADA integration for control center visibility
- Alarm outputs: Relay contacts, 4-20mA, or digital signals
- Notification: Email, SMS, or mobile app alerts
Step 7: Evaluate Environmental Conditions
Assess installation environment:
- Temperature extremes: Verify demodulator operating range (-40℃ to +75℃)
- Humidity: Confirm non-condensing humidity tolerance
- Enclosure rating: Ensure IP rating suitable for installation location
- Vibration: Consider shock mounting if severe vibration present
Step 8: Plan for System Integration
Consider broader monitoring and control architecture:
- Standalone: Independent monitoring with local alarms
- Bay-level: Integration with bay protection and control
- Station-level: Connection to substation automation system
- Enterprise: Corporate asset management system integration
Selection Decision Flowchart
| Decision Point | Considerations | Recommendation |
|---|---|---|
| 1. How many points? | Count all critical contacts and connections | 8-12 points → 12-channel system More points → Multiple units or custom |
| 2. What distances? | Measure sensor to demodulator paths | Select standard lengths or specify custom |
| 3. What protocol? | Check existing control system | MODBUS for most, IEC61850 for digital substations |
| 4. Local or remote? | Operator access requirements | LCD for local, Ethernet/IEC61850 for remote |
| 5. What alarms? | Define notification requirements | Configure thresholds and output types |
18. China’s Leading Manufacturer: Fuzhou Innovation Electronic Scie&Tech Co., Ltd.
Fuzhou Innovation Electronic Scie&Tech Co., Ltd. stands as China’s premier manufacturer of fluorescence fiber optic temperature monitoring systems, delivering proven solutions since 2011.
Company Overview
Established in 2011, Fuzhou Innovation has dedicated over a decade to advancing fiber optic temperature sensing technology for electrical power applications. Located in Fuzhou, Fujian Province, the company combines research, development, manufacturing, and service in a modern production facility.
Manufacturing Capabilities
Production Facilities
- Location: Liandong U Grain Networking Industrial Park, No.12 Xingye West Road, Fuzhou, Fujian, China
- Factory area: Modern manufacturing complex with dedicated production lines
- Clean room assembly: Controlled environment for sensor fabrication
- Testing laboratories: Comprehensive quality verification equipment
- Production capacity: Thousands of systems annually serving global markets
Quality Control Systems
- ISO 9001 certified: International quality management standards
- Incoming inspection: All components verified before production
- In-process testing: Critical parameters checked at each manufacturing stage
- Final inspection: 100% functional testing before shipment
- Burn-in testing: Extended operation at elevated temperature reveals early failures
- Calibration traceability: All calibrations traceable to national standards
Technical Research and Development
Fuzhou Innovation maintains strong R&D capabilities:
- Engineering team: Experienced optical, electronic, and software engineers
- Continuous improvement: Ongoing product enhancement based on field experience
- Application engineering: Custom solutions for unique customer requirements
- University collaboration: Partnerships with research institutions
- Patent portfolio: Proprietary technologies protecting innovations
Product Range
Comprehensive temperature monitoring solutions for diverse applications:
- Fluorescence systems: 4, 8, 12, 16, 32, and 64-channel configurations
- Sensor varieties: Multiple probe styles for different mounting requirements
- Communication options: MODBUS-RTU, MODBUS-TCP, IEC 61850
- Display choices: LCD, digital tube, touchscreen, or headless
- Customization: Extensive modification capability for special needs
Success Track Record
Proven performance in demanding applications:
- Installation base: Thousands of systems operating in China and internationally
- Utility deployments: Major power companies including State Grid and CSG
- Industrial customers: Manufacturing, mining, transportation, data centers
- Voltage range: From 400V to 110kV applications
- Reliability record: Years of field operation validating design robustness
Global Service Network
Worldwide support for international customers:
- Technical consultation: Application engineering support
- Custom engineering: Tailored solutions for unique requirements
- Global shipping: Reliable logistics to all destinations
- Installation support: On-site commissioning assistance available
- Training programs: Customer personnel training
- After-sales service: Responsive technical support
- Spare parts: Long-term availability guaranteed
Why Choose Fuzhou Innovation
Multiple advantages distinguish Fuzhou Innovation from other suppliers:
- Specialized focus: Dedicated exclusively to fiber optic temperature monitoring
- Proven technology: Over 10 years refining fluorescence sensing systems
- Quality commitment: International certifications and rigorous testing
- Application expertise: Deep understanding of switchgear requirements
- Customization capability: Flexible manufacturing adapts to specific needs
- Competitive value: Direct manufacturer pricing without intermediaries
- Reliable delivery: Established production ensuring on-time shipment
- Long-term support: Company stability ensures ongoing service
19. Product Certifications and Quality Assurance
Fuzhou Innovation Electronic Scie&Tech Co., Ltd. maintains comprehensive certification and quality assurance programs ensuring products meet international standards.
International Product Certifications
CE Certification (European Conformity)
CE marking demonstrates compliance with European Union requirements:
- Low Voltage Directive: Electrical safety for equipment operating below 1000VAC
- EMC Directive: Electromagnetic compatibility—equipment doesn’t emit excessive interference or suffer from external EMI
- Market access: Required for sales in European Economic Area
- Customer benefit: Confidence in electrical safety and EMC performance
RoHS Certification (Restriction of Hazardous Substances)
RoHS compliance confirms environmental responsibility:
- Restricted materials: Products free from lead, mercury, cadmium, hexavalent chromium, PBB, PBDE
- Environmental protection: Reduces hazardous waste at end of product life
- Global requirement: Mandatory in EU, adopted by many other regions
- Supply chain verification: All components from RoHS-compliant suppliers
ISO 9001 Quality Management System
ISO 9001 certification demonstrates systematic quality management:
- Process control: Documented procedures for all manufacturing operations
- Continuous improvement: Regular review and enhancement of processes
- Customer focus: Requirements clearly defined and consistently met
- Traceability: Complete records from raw materials through delivery
- Corrective action: Systematic resolution of any quality issues
ISO 14001 Environmental Management System
ISO 14001 certification shows environmental commitment:
- Environmental policy: Formal commitment to environmental protection
- Impact management: Identified and controlled environmental aspects
- Waste reduction: Minimized manufacturing waste and emissions
- Compliance: Adherence to environmental regulations
- Continuous improvement: Ongoing reduction of environmental footprint
Industry-Specific Certifications
Power industry standards validated through testing and approval:
- State Grid testing: Products evaluated by State Grid Corporation of China laboratories
- CSG approval: China Southern Power Grid supplier qualification
- IEC standards: Compliance with international electrical standards
- GB standards: Chinese national standards for electrical equipment
Custom Certification Support
Fuzhou Innovation assists customers obtaining application-specific certifications:
Hazardous Area Certifications
- ATEX (Europe): Explosive atmosphere approval for Zone 0/1/2
- IECEx (International): Global explosive atmosphere certification
- UL/CSA (North America): Class I Division 1/2, Zone 0/1/2 approval
- Process: Company coordinates testing and certification on customer behalf
Industry-Specific Approvals
- Railway standards: EN 50155, IRIS certification for rail applications
- Maritime approvals: Lloyd’s Register, DNV, ABS for marine installations
- Nuclear qualification: IEEE 323, 344 for nuclear power plants
- Medical device: FDA, CE Medical for healthcare applications
Quality Testing Procedures
Every temperature monitoring system undergoes comprehensive testing:
Sensor Testing
- Accuracy verification: Calibration against traceable reference standards
- Temperature cycling: Operation through full specified range
- Response time measurement: Verify <1 second response
- Long-term stability: Extended operation confirming no drift
- Fiber integrity: Optical continuity and loss measurement
Demodulator Testing
- Functional verification: All channels tested with calibrated sensors
- Communication testing: Protocol compliance verification
- Alarm testing: Threshold and output function confirmation
- Environmental stress: Temperature and humidity cycling
- EMI testing: Immunity and emissions measurement
- Power quality: Operation under voltage variations and transients
System Integration Testing
- End-to-end verification: Complete system tested as delivered
- Documentation
review: All test records provided with shipment
- Acceptance criteria: Customer specifications verified met
- Factory acceptance test: Customer witness testing available
20. Frequently Asked Questions about Switchgear Temperature Monitoring
What is the working principle of fluorescence fiber optic temperature sensing systems?
Fluorescence fiber optic temperature sensing measures temperature by analyzing the decay time of fluorescent light emission from a temperature-sensitive crystal at the sensor tip. When UV or blue LED light from the demodulator excites this rare-earth phosphor material through the fiber, it emits fluorescence that decays exponentially over microseconds. The decay time changes precisely with temperature—longer at low temperatures, shorter at high temperatures. The system measures this decay time using time-domain analysis and converts it directly to temperature with ±0.5℃ accuracy. This measurement principle is inherently stable because it depends on fundamental physical properties of the fluorescent material, not on light intensity, making it immune to fiber bending, connector losses, light source variations, or sensor aging—providing maintenance-free operation with no calibration drift throughout the sensor’s 20+ year service life.
Why must switchgear have temperature monitoring systems installed?
Switchgear temperature monitoring prevents catastrophic failures that cause power outages, equipment damage, and safety hazards. Electrical connections in switchgear develop hotspots from contact degradation, loose connections, or overloading. These problems develop gradually over months or years, remaining invisible until failure occurs. Without continuous monitoring, operators have no warning before contacts weld, insulation breaks down, or fires start. Fluorescence fiber optic monitoring detects abnormal temperature rise weeks or months before failure, enabling scheduled maintenance during planned outages rather than emergency response. The system protects expensive switchgear investments (often $50,000-$500,000+ per bay), prevents costly unplanned downtime affecting production or customers, eliminates fire hazards that endanger personnel and facilities, extends equipment life by preventing thermal stress damage, and demonstrates due diligence for safety and reliability compliance. For critical facilities where power outages cost thousands per minute, temperature monitoring provides insurance against preventable failures.
What accuracy can fiber optic temperature sensors achieve?
Fluorescence fiber optic temperature sensors achieve ±0.5℃ accuracy across their full -40℃ to +260℃ measurement range. This precision exceeds what’s needed for switchgear hotspot detection—abnormal temperature rises of 10-20℃ indicate developing problems, so ±0.5℃ accuracy provides clear problem identification with no false alarms. The accuracy remains stable throughout the sensor’s life because the measurement principle depends on fluorescence decay time—a fundamental physical property unaffected by aging. Unlike electrical sensors that drift and require periodic recalibration, fluorescence sensors maintain factory calibration indefinitely. Temperature resolution of 0.1℃ allows detection of subtle temperature changes during early problem development. Combined with <1 second response time and ≥1Hz sampling frequency, the system tracks rapid temperature transients during switching operations or overload conditions, providing comprehensive thermal surveillance for predictive maintenance programs.
How many sensors can one temperature demodulator connect?
A standard fluorescence temperature demodulator supports 12 independent sensor channels, perfectly matching typical switchgear monitoring requirements. Each channel operates completely independently, measuring temperature at its specific location without interaction between channels. For a typical 10kV or 35kV switchgear bay, 12 channels provide comprehensive coverage: 3 circuit breaker contact points (one per phase), 3-4 busbar connection joints, 3 cable terminations (one per phase), and 2-3 additional critical points like disconnect switches or transformer connections. For installations requiring more than 12 points, multiple demodulators network together via RS485 multidrop (MODBUS-RTU) or Ethernet (MODBUS-TCP/IEC61850), with each unit assigned a unique address. A single substation can accommodate dozens of demodulators monitoring hundreds of sensors, all integrated into the SCADA system. Custom configurations with 4, 8, 16, 32, or 64 channels are available for special applications requiring different channel counts.
What is the maximum fiber optic length achievable?
Fluorescence fiber optic sensors support fiber lengths from 0.5 meters to 80 meters per channel without signal degradation or accuracy loss. Standard available lengths include 2m, 3m, 4m, 6m, and 8m covering most switchgear installations where the demodulator mounts in a nearby control cabinet or panel. For special applications requiring longer distances, custom fiber lengths up to 80m enable remote mounting of the demodulator away from the harsh switchgear environment. Unlike electrical sensors where long cable runs cause signal attenuation and noise pickup, optical fiber transmits light signals without degradation over these distances. The 2.2mm diameter flexible fiber routes easily through cable trays, conduits, and cabinet penetrations. Fiber bend radius of 10× diameter (22mm minimum) allows routing through tight spaces. For installations beyond 80m, fiber extension cables with ST connectors enable unlimited distance, though most switchgear applications require much shorter runs for practical installation.
How fast is the system response time?
The fluorescence temperature measurement system achieves <1 second response time with sampling frequency ≥1Hz, enabling real-time tracking of switchgear thermal conditions. This fast response captures temperature transients during circuit breaker switching operations, overload conditions, or fault clearing. The measurement cycle includes: optical pulse transmission through fiber (microseconds), fluorescence excitation and decay measurement (microseconds), decay time calculation and temperature conversion (milliseconds), and data output via communication interface (milliseconds). The entire process completes in under one second, with continuous cycling providing updated temperatures every second or faster. This response speed far exceeds what’s needed for switchgear monitoring—thermal problems typically develop over minutes to hours, not seconds. However, fast response provides valuable benefits: immediate detection of abnormal conditions, accurate peak temperature capture during transient events, responsive alarm triggering for rapid problem escalation, and detailed temperature profiles for post-event analysis and troubleshooting.
Do fiber optic temperature monitoring systems require maintenance and calibration?
No, fluorescence fiber optic temperature monitoring systems require absolutely no maintenance or calibration throughout their 20+ year service life. This maintenance-free operation delivers major advantages over electrical sensor systems. The fluorescence measurement principle depends on fundamental physical properties of the sensing material that don’t change over time—factory calibration remains accurate indefinitely. Glass optical fiber is chemically inert and doesn’t degrade from environmental exposure. Solid-state optical and electronic components have no moving parts to wear out. The system operates continuously without battery replacement, sensor adjustment, calibration verification, or component renewal. Once installed and commissioned, the only recommended activity is periodic visual inspection of fiber cables and connections during regular switchgear maintenance to ensure no physical damage—but even this is typically unnecessary in protected installations. This maintenance-free characteristic dramatically reduces lifecycle costs compared to thermocouples or RTDs requiring periodic calibration (annually or biannually), eventual sensor replacement due to drift, and regular testing of electrical signal integrity. The only “maintenance” occurs if physical damage breaks a fiber—easily identified by fault indication and corrected by sensor replacement.
Can sensors be installed on energized equipment?
Yes, fluorescence fiber optic sensors can be safely installed on energized switchgear equipment without de-energization in many cases. The dielectric optical fiber contains no conductive materials and poses no electrical hazard to installation personnel. However, installation procedures must follow electrical safety regulations: the sensor attachment process requires physical access to contacts and connections inside the switchgear cabinet, and most electrical safety codes prohibit working inside energized enclosures. For new installations or major maintenance outages, sensors install during scheduled de-energization. For critical equipment that cannot be de-energized, specialized procedures allow installation on accessible external surfaces while maintaining clearances from live parts. The key advantage is that once installed, sensors monitor continuously on energized equipment at any voltage level—10kV to 110kV or higher—with complete safety. The fiber provides total electrical isolation between high voltage components and low voltage monitoring equipment, eliminating shock hazards. If a sensor fails mechanically, it simply stops providing data—it cannot create sparks, electrical faults, or safety hazards. This safe operation on energized equipment enables continuous monitoring that would be impossible with electrical sensors.
How does the system integrate with existing automation systems?
Fiber optic temperature demodulators integrate seamlessly with all standard substation automation and control systems through industry-standard communication protocols. MODBUS-RTU over RS485 provides simple, reliable integration with PLCs, local controllers, and legacy SCADA systems—the demodulator appears as a standard MODBUS slave device with temperature registers readable by any MODBUS master. MODBUS-TCP over Ethernet enables higher-speed communication and easier integration with modern IP-based networks, allowing remote monitoring from control centers without dedicated communication infrastructure. IEC 61850 protocol provides standardized integration with digital substations, with temperature data modeled using standard logical nodes for sensor devices, enabling plug-and-play interoperability with protection IEDs, bay controllers, and station automation systems. The demodulator’s communication is bidirectional—automation systems read temperature values and alarm status, while also writing configuration parameters like alarm thresholds, sampling rates, and device settings. Integration typically requires only: physical connection to communication network, assignment of device address, configuration of register mapping, and setup of polling or reporting intervals in the master system. Most implementations complete in hours with no custom programming required.
Is installation complex or time-consuming?
No, fluorescence fiber optic temperature monitoring system installation is straightforward and typically completes in one day for a single switchgear bay. The installation process involves: (1) Mounting the demodulator on DIN rail or wall in control cabinet, (2) Routing fiber optic cables from demodulator to switchgear cabinet through cable trays or conduits, (3) Attaching sensors to monitored contacts and connections using high-temperature adhesive or mechanical clamps, (4) Connecting fiber cables to demodulator ST connectors, (5) Wiring power supply and RS485 or Ethernet communication, (6) Configuring device address and communication parameters, and (7) Verifying all channels display correct temperatures. The process requires no special optical skills beyond standard electrical installation capabilities. Installation on energized equipment requires coordination with utility outage schedules, but the actual sensor attachment takes only minutes per point. Pre-planning sensor locations, measuring required fiber lengths, and preparing mounting hardware streamlines field installation. Factory pre-configuration of demodulator settings minimizes on-site commissioning time. Most contractors familiar with electrical instrumentation complete installations without difficulty. The system requires no calibration, tuning, or complex setup procedures, making it suitable for both new construction and retrofit projects.
What is the service life of the sensors?
Fluorescence fiber optic temperature sensors provide reliable operation for 20+ years in switchgear environments without degradation or performance decline. The exceptional longevity results from robust materials and measurement principle: glass optical fiber is chemically inert and immune to corrosion, oxidation, or environmental degradation; the fluorescent sensing material maintains stable properties indefinitely at temperatures within its specified range (-40℃ to +260℃); optical fiber withstands temperature extremes up to 220℃ without damage; protective probe housings shield the sensing element from mechanical stress and contamination; and the measurement principle depends on fundamental physical properties unaffected by aging. In contrast, electrical sensors typically require replacement every 5-10 years due to calibration drift, insulation breakdown, wire corrosion, or connector oxidation. The 20+ year service life of fluorescence sensors often matches or exceeds the switchgear’s own service life, eliminating sensor replacement costs throughout the equipment’s operational period. This longevity contributes to low total cost of ownership, making fiber optic monitoring more economical than electrical alternatives when lifecycle costs are considered. The only failure mode is physical damage to the fiber from external forces—easily prevented by proper installation with mechanical protection.
What communication protocols does the system support?
Fluorescence temperature demodulators support all standard industrial and utility communication protocols for flexible integration. MODBUS-RTU provides RS485 serial communication (19200bps typical) with standard register mapping for temperature values, alarm status, and device configuration, supporting multidrop networks of up to 247 devices on a single bus. MODBUS-TCP offers Ethernet connectivity (10/100 Mbps auto-negotiation) using TCP/IP protocol for higher speed communication and easier troubleshooting, with the same register structure as MODBUS-RTU for simple migration. IEC 61850 delivers standardized substation automation integration with MMS (Manufacturing Message Specification) for client-server communication and GOOSE (Generic Object Oriented Substation Event) for fast peer-to-peer messaging, using standard logical node models (STMP for temperature sensors) ensuring interoperability. Additional protocols available include DNP3, Profibus, and custom protocols for special applications. All protocols provide bidirectional communication—reading temperature data and alarm status while writing configuration parameters. Protocol selection depends on system integration requirements, with MODBUS-RTU for simple local monitoring, MODBUS-TCP for Ethernet-based facilities, and IEC 61850 for modern digital substations. Multiple protocols can be configured simultaneously if needed for different systems.
What parameters can be customized?
Fuzhou Innovation Electronic Scie&Tech Co., Ltd. offers extensive customization options for fiber optic temperature monitoring systems to meet specific application requirements. Hardware customization includes: fiber length (any length from 0.5m to 80m per channel), probe dimensions (custom diameter and length for specific mounting), probe materials (various polymers or stainless steel for chemical compatibility), channel count (4, 8, 12, 16, 32, 64 channels), connector types (ST standard or alternatives), demodulator enclosure (different sizes and mounting options), and display type (LCD, digital tube, touchscreen, or headless). Software customization includes: communication protocols (additional protocols beyond standard), alarm thresholds (factory preset to customer specifications), alarm outputs (relay contacts, analog signals, digital outputs), display format (custom screen layouts and information), data logging (internal memory capacity and format), and reporting functions (automatic report generation and delivery). System integration customization includes: pre-configuration for specific automation systems, custom cable assemblies and lengths, specialized mounting brackets and hardware, integrated alarm panels or beacons, and complete turnkey systems with all accessories. The company’s engineering team works directly with customers to understand requirements and develop optimized solutions for unique applications.
How to select appropriate channel count for a switchgear bay?
Select channel count by identifying all critical temperature monitoring points in the switchgear: count circuit breaker contacts (typically 2-3 per breaker for three-phase systems), disconnect switch contacts (2-3 if present), busbar connection joints (3-6 depending on configuration), cable terminations (3-6 for incoming and outgoing cables), instrument transformer connections (1-2 if monitoring CT/PT primary connections), and any special high-current connections. For a typical 10kV ring main unit, 6-9 sensors provide good coverage; for 10kV fixed switchgear bay, 8-12 sensors enable comprehensive monitoring; for 35kV switchgear, 10-12 sensors cover all critical points; and for 110kV GIS bay, 6-8 sensors focus on most critical locations. The standard 12-channel demodulator suits most single-bay applications. Best practice is to plan monitoring coverage during design phase, identifying all points where loose connections or contact degradation could cause failures, then adding 10-20% spare capacity for future additions or unforeseen requirements. For multi-bay lineups, multiple 12-channel demodulators network together, with each unit monitoring one bay or distributed across bays based on fiber routing convenience. Overcoverage (monitoring more points) provides better failure prevention than undercoverage, so when uncertain, select more channels rather than fewer.
21. Contact Us for Custom Solutions and Global Service
Implementing effective switchgear temperature monitoring requires expertise in both fiber optic sensing technology and electrical power systems. Fuzhou Innovation Electronic Scie&Tech Co., Ltd. provides comprehensive support from initial consultation through long-term service.
Core Advantages of Fuzhou Innovation
Choosing Fuzhou Innovation as your temperature monitoring system supplier provides multiple benefits:
- Specialized expertise: Over 10 years focused exclusively on fiber optic temperature sensing for power applications
- Proven technology: Thousands of successful installations validating product reliability
- Comprehensive product line: Complete range of channel counts, configurations, and options
- Quality certifications: CE, ROHS, ISO 9001, ISO 14001 certified manufacturing
- Application knowledge: Deep understanding of switchgear thermal management requirements
- Technical support: Experienced engineers providing consultation and troubleshooting
- Customization capability: Flexible manufacturing adapting to unique customer needs
- Competitive pricing: Direct manufacturer pricing without distributor markups
- Reliable delivery: Established production ensuring on-time shipment
- Long-term partnership: Company stability guaranteeing ongoing support and spare parts
Customized Solution Capability
Every switchgear installation presents unique challenges. Fuzhou Innovation’s engineering team develops tailored solutions:
- Application analysis: Review drawings and specifications to understand requirements
- Monitoring point identification: Recommend optimal sensor locations based on experience
- System design: Configure appropriate channel counts, fiber lengths, and communication
- Integration planning: Ensure compatibility with existing automation systems
- Custom manufacturing: Produce systems matching exact specifications
- Documentation: Provide complete technical documentation and certifications
- Installation support: Remote or on-site commissioning assistance
- Training: Customer personnel training for operation and maintenance
Worldwide Shipping Service
Global logistics network ensures reliable delivery:
- International shipping: Experienced freight forwarders handling export documentation
- Multiple carriers: Air freight, ocean freight, or express courier based on urgency
- Protective packaging: Industrial packing preventing damage during transit
- Customs support: Complete documentation facilitating customs clearance
- Tracking: Shipment visibility from factory to customer site
- Insurance: Cargo insurance protecting against loss or damage
- Delivery confirmation: Signature required ensuring receipt
Technical Support and Training
Comprehensive support ensures successful implementation:
- Pre-sales consultation: Technical discussion of requirements and solutions
- System configuration: Assistance selecting appropriate components and options
- Installation guidance: Detailed installation manuals and remote support
- Commissioning support: On-site or remote assistance for system startup
- Operator training: Instruction in system operation and alarm management
- Maintenance training: Guidance on routine inspection and troubleshooting
- Technical hotline: Responsive support for questions and issues
- Software updates: Firmware and software enhancements as available
After-Sales Service Commitment
Long-term support extends beyond initial installation:
- Warranty coverage: Comprehensive warranty on all products
- Technical support: Ongoing assistance throughout product lifecycle
- Spare parts: Sensors, fibers, and components available for years
- Repair service: Factory repair of failed components
- System upgrades: Capability expansion and protocol updates
- Application assistance: Support for system modifications or expansions
- Documentation updates: Latest manuals and technical information
Get in Touch Today
Contact Fuzhou Innovation Electronic Scie&Tech Co., Ltd. to discuss your switchgear temperature monitoring requirements:
Fuzhou Innovation Electronic Scie&Tech Co., Ltd.
Established: 2011
Address: Liandong U Grain Networking Industrial Park, No.12 Xingye West Road, Fuzhou, Fujian, China
E-mail: web@fjinno.net
WhatsApp: +86 135 9907 0393
WeChat (China): +86 135 9907 0393
QQ: 3408968340
Phone: +86 135 9907 0393
Our technical team responds to inquiries within 24 hours. Whether you need monitoring for a single switchgear bay or comprehensive solutions for multiple substations, we’re ready to help you implement reliable, accurate, and cost-effective temperature monitoring.
Disclaimer
The information provided in this article is for general informational purposes only. While we strive to ensure accuracy and reliability, Fuzhou Innovation Electronic Scie&Tech Co., Ltd. makes no warranties or representations regarding the completeness, accuracy, or reliability of any information contained herein.
Technical specifications, performance characteristics, and application suitability should be verified for your specific requirements. Product specifications are subject to change without notice as we continuously improve our fluorescence fiber optic temperature monitoring systems.
This article does not constitute professional engineering advice. For critical applications, consult with qualified engineers and conduct proper system design, testing, and validation. Installation should be performed by trained personnel following applicable electrical codes, standards, and safety regulations.
References to standards, certifications, and regulations are provided for general guidance. Compliance requirements vary by region and application—verify applicable requirements with local authorities and utility standards.
While fluorescence fiber optic temperature sensors offer significant advantages over traditional technologies, proper system design, installation, and operation are essential for reliable performance. Contact our technical team for application-specific guidance.
Third-party trademarks and company names mentioned are property of their respective owners and are referenced for informational purposes only.
© 2025 Fuzhou Innovation Electronic Scie&Tech Co., Ltd. All rights reserved.

Fiber optic temperature sensor, Intelligent monitoring system, Distributed fiber optic manufacturer in China
 |
 |
 |