 INNO fibre optic temperature sensors ,temperature monitoring systems.
INNO fibre optic temperature sensors ,temperature monitoring systems.
Fluorescent fiber optic temperature sensors represent a breakthrough in temperature measurement technology, offering complete immunity to electromagnetic interference while delivering high accuracy and long-term reliability. These advanced sensors use optical signals instead of electrical signals, making them ideal for power systems, industrial automation, medical equipment, and other demanding applications where traditional sensors fail.
Key Advantages and Applications
- 100% Electromagnetic Interference Immunity: Operates reliably in high-voltage, strong magnetic field environments
- Intrinsically Safe: No electrical signals, no spark risk, perfect for explosive atmospheres
- High Accuracy: ±1°C precision with response time less than 1 second
- High-Voltage Insulation: Non-conductive design allows direct installation on energized equipment up to 500kV+
- Wide Temperature Range: Operates from -40°C to +260°C in harsh environments
- Multi-Channel Capability: Single transmitter supports 1-64 measurement channels
- Long Service Life: 20+ years operation with no calibration required
- Customizable Design: Flexible probe diameter, fiber length (0-80m), and channel configurations
- Cost-Effective: Competitive pricing with low total cost of ownership
- Versatile Applications: Power transformers, switchgear, generators, medical devices, semiconductor manufacturing, data centers, industrial automation, and laboratory equipment
Table of Contents
- What is a Fluorescent Fiber Optic Temperature Sensor and How Does It Differ from Traditional Sensors?
- How Does Fluorescent Fiber Temperature Measurement Technology Work?
- What Are the Key Components of a Fiber Optic Temperature Monitoring System?
- Why Are Electromagnetic Interference-Resistant Sensors Essential for Power Systems?
- How Do Fluorescent Temperature Sensors Ensure Intrinsic Safety?
- Why Can High-Voltage Resistant Sensors Operate on Energized Equipment?
- What Temperature Range Can Fiber Optic Sensing Systems Monitor?
- How Many Channels Can a Fluorescent Fiber Measurement Device Support?
- How Do Transformer Winding Fiber Optic Sensors Prevent Failures?
- What Makes Switchgear Contact Temperature Sensors Critical for Safety?
- Where Are EMI-Free Fiber Optic Sensors Deployed Across Industries?
- Global Customer Success Cases
- Top 10 Best Fiber Optic Temperature Sensor Manufacturers
- Frequently Asked Questions
1. What is a Fluorescent Fiber Optic Temperature Sensor and How Does It Differ from Traditional Temperature Sensors?

1.1 What is a Fluorescent Fiber Optic Temperature Sensor?
A fluorescent fiber optic temperature sensor is a contact-type temperature measurement device that utilizes the temperature-dependent fluorescence decay characteristics of rare-earth materials. When excited by light, the fluorescent material at the probe tip emits light with a decay time that changes predictably with temperature, enabling highly accurate temperature measurement without any electrical signals.
Technical Specifications:
- Measurement Accuracy: ±1°C
- Temperature Range: -40°C to +260°C
- Fiber Length: 0-80 meters (customizable)
- Response Time: Less than 1 second
- Probe Diameter: Customizable for specific applications
- Channel Capacity: 1-64 channels per transmitter
Unlike distributed fiber optic systems, fluorescent fiber optic temperature sensors are designed for precise contact-type point measurement, where each fiber measures one specific hot spot.
1.2 Seven Key Differences from Traditional Temperature Sensors

1. Electromagnetic Interference Immunity
- Fluorescent Fiber Optic: 100% immune to EMI, ideal for microwave and electromagnetic environments
- Traditional Sensors: Susceptible to electrical noise and signal distortion
2. Intrinsic Safety
- Fluorescent Fiber Optic: No electrical signals, zero spark risk in explosive atmospheres
- Traditional Sensors: Electrical current creates explosion hazards
3. High-Voltage Insulation
- Fluorescent Fiber Optic: Non-conductive, safe for direct installation on high-voltage equipment
- Traditional Sensors: Require complex isolation systems
4. Measurement Accuracy and Stability
- Fluorescent Fiber Optic: ±1°C accuracy, no drift, zero calibration needed over 20+ years
- Traditional Sensors: Subject to drift, requires periodic calibration
5. Response Speed
- Fluorescent Fiber Optic: Sub-second response for rapid fault detection
- Traditional Sensors: Slower response may miss critical temperature changes
6. Environmental Durability
- Fluorescent Fiber Optic: Wide range (-40°C to +260°C), corrosion-resistant
- Traditional Sensors: Limited range, sensitive to moisture and chemicals
7. Total Cost of Ownership
- Fluorescent Fiber Optic: Competitive initial cost, minimal maintenance over decades
- Traditional Sensors: Lower initial cost but higher long-term maintenance expenses
2. How Does Fluorescent Fiber Temperature Measurement Technology Work?

2.1 Working Principle of Fluorescent Temperature Sensing
The fluorescent fiber optic temperature measurement system operates through a sophisticated optical process:
- Light Excitation: An LED or laser source sends excitation light pulses through the optical fiber to the sensing probe
- Fluorescence Emission: Rare-earth fluorescent material at the probe tip absorbs the light and emits fluorescence
- Temperature-Dependent Decay: The fluorescence decay time changes predictably with temperature variations
- Signal Detection: High-sensitivity photodetector measures the decay time with microsecond precision
- Temperature Calculation: Advanced algorithms convert decay time into accurate temperature readings
2.2 Why This Technology Is Immune to Electromagnetic Interference
The optical measurement principle provides inherent immunity to electromagnetic interference because:
- Glass fiber and fluorescent materials are completely non-conductive
- Light signals are unaffected by electric or magnetic fields
- No electrical ground loops or potential differences exist
- Signal integrity remains perfect even in extreme EMI conditions
This makes fluorescent sensors ideal for transformer monitoring, switchgear applications, and other high-EMI environments.
3. What Are the Key Components of a Fiber Optic Temperature Monitoring System?

3.1 Eight Essential System Components
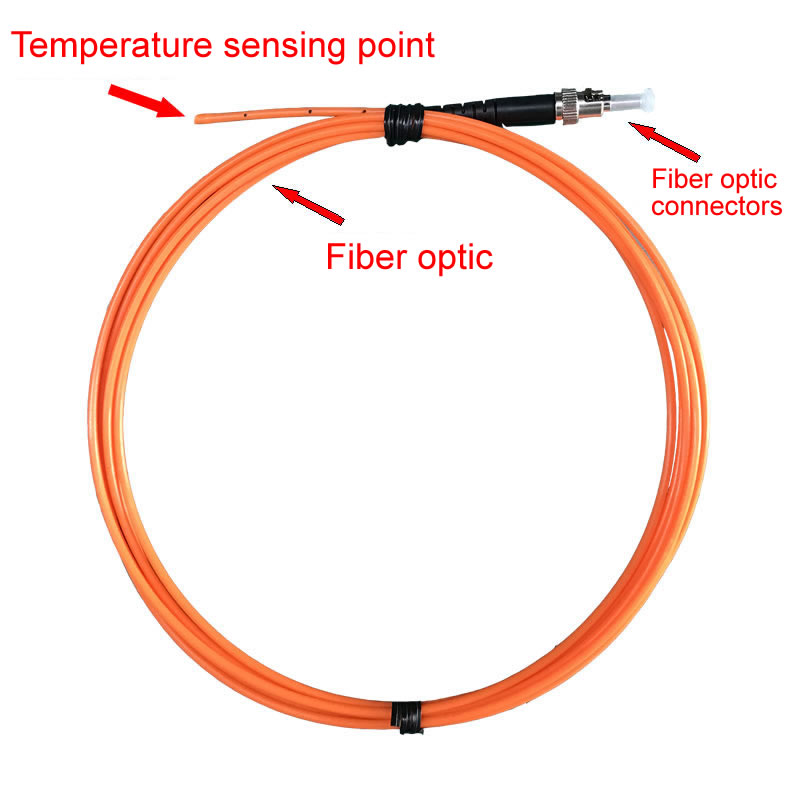
1. Fluorescent Temperature Probe
- Function: Primary sensing element with rare-earth fluorescent material
- Features: Customizable diameter, rugged construction, fast thermal response
2. Optical Fiber Cable
- Function: Transmits excitation and fluorescence signals
- Specifications: Standard lengths 0-80 meters, custom lengths available
3. Light Source Module
- Function: Generates stable excitation pulses
- Type: High-reliability LED or laser diode
4. Photodetector
- Function: Detects fluorescence decay signals with high precision
- Features: Low noise, fast response, high sensitivity
5. Signal Processing Unit
- Function: Converts decay time to temperature values
- Capabilities: Multi-channel processing for up to 64 sensors
6. Temperature Transmitter
- Function: Central control unit managing all sensor channels
- Options: 32-channel or 64-channel configurations
7. Display and Control Interface
- Function: Real-time monitoring, data logging, alarm management
- Features: Touchscreen, network connectivity, SCADA integration
8. Alarm and Protection Module
- Function: Multi-level temperature alarms with relay outputs
- Features: Configurable thresholds, automatic notifications, system interlocks
4. Why Are Electromagnetic Interference-Resistant Sensors Essential for Power Systems?
4.1 The EMI Challenge in Power Applications
Power systems generate intense electromagnetic fields that cause severe problems for traditional electronic sensors:
- High-voltage switching creates transient EMI spikes
- Transformer cores produce strong magnetic fields
- Circuit breaker operations generate electromagnetic pulses
- Generator rotating fields induce currents in sensor wiring
4.2 How Fluorescent Sensors Solve EMI Problems
Fluorescent fiber optic sensors eliminate all EMI concerns through:
- Complete Galvanic Isolation: No electrical connection between measurement point and control system
- Non-Metallic Construction: Glass fiber cannot conduct electrical signals or pick up interference
- Optical Signal Transmission: Light immune to all forms of electromagnetic radiation
- Proven Performance: Accurate measurements maintained in EMI levels exceeding 100 V/m
This makes them indispensable for dry-type transformer monitoring, generator applications, and other high-EMI environments.
5. How Do Fluorescent Temperature Sensors Ensure Intrinsic Safety in Hazardous Environments?
5.1 Intrinsic Safety Fundamentals
Fluorescent fiber optic sensors are intrinsically safe because they contain no electrical components at the measurement point. The sensing probe uses only:
- Glass optical fiber (non-conductive)
- Fluorescent material (non-reactive)
- Optical signals (non-energetic)
5.2 Applications in Hazardous Locations
This intrinsic safety makes fluorescent sensors ideal for:
- Chemical plants with flammable vapor atmospheres
- Oil and gas refineries with explosion risks
- Coal mining operations with methane gas
- Paint booths and solvent storage areas
- Grain elevators with combustible dust
6. Why Can High-Voltage Resistant Sensors Operate Directly on Energized Equipment?

6.1 High-Voltage Insulation Performance
The non-conductive nature of fluorescent fiber optic sensors provides exceptional high-voltage insulation:
- Glass fiber withstands voltages exceeding 500kV
- No voltage division or isolation transformers required
- Complete electrical isolation between measurement and control systems
- Zero risk of ground faults or short circuits
6.2 Direct Installation Benefits
This allows sensors to be installed directly on high-voltage equipment:
- Transformer windings operating at transmission voltages
- Switchgear busbars at medium and high voltages
- Generator stator windings during operation
- High-voltage cable terminations and joints
7. What Temperature Range Can Fiber Optic Sensing Systems Effectively Monitor?
7.1 Wide Operating Range: -40°C to +260°C
Fluorescent fiber optic temperature sensors operate across an exceptionally wide temperature range, covering:
- Cryogenic Applications: -40°C for cold storage and refrigeration
- Ambient Monitoring: 0°C to +50°C for normal operations
- Elevated Temperatures: +50°C to +150°C for industrial processes
- High-Temperature Applications: +150°C to +260°C for power equipment and semiconductor manufacturing
7.2 Temperature Cycling Stability
The sensors maintain accuracy through repeated temperature cycles with:
- No hysteresis or measurement drift
- Consistent response across the entire range
- Reliable performance in environments with rapid temperature changes
8. How Many Channels Can a Fluorescent Fiber Measurement Device Support?

8.1 Scalable Multi-Channel Architecture
Fluorescent fiber optic temperature transmitters support flexible configurations:
- Single Channel: For simple applications requiring one measurement point
- 4-8 Channels: Ideal for small equipment monitoring
- 16-32 Channels: Standard for medium-sized installations
- 64 Channels: Maximum capacity for comprehensive monitoring systems
8.2 Cost Benefits of Multi-Channel Systems
Using a single transmitter for multiple measurement points provides:
- Reduced hardware costs compared to individual sensors
- Simplified system architecture and wiring
- Centralized data collection and analysis
- Lower per-point monitoring cost for large installations
9. How Do Transformer Winding Fiber Optic Sensors Prevent Overheating Failures?
9.1 Critical Importance of Transformer Temperature Monitoring
Transformer failures often result from winding hot spots caused by:
- Overloading beyond rated capacity
- Cooling system malfunctions
- Internal short circuits or turn-to-turn faults
- Deteriorated insulation systems
9.2 Fluorescent Sensor Advantages for Transformers
Transformer winding fiber optic sensors provide superior monitoring because they:
- Operate reliably in intense magnetic fields generated by transformer cores
- Install directly on high-voltage windings without electrical isolation
- Detect hot spots with ±1°C accuracy for early warning
- Enable thermal modeling and predictive maintenance strategies
- Work equally well in dry-type and oil-immersed transformers
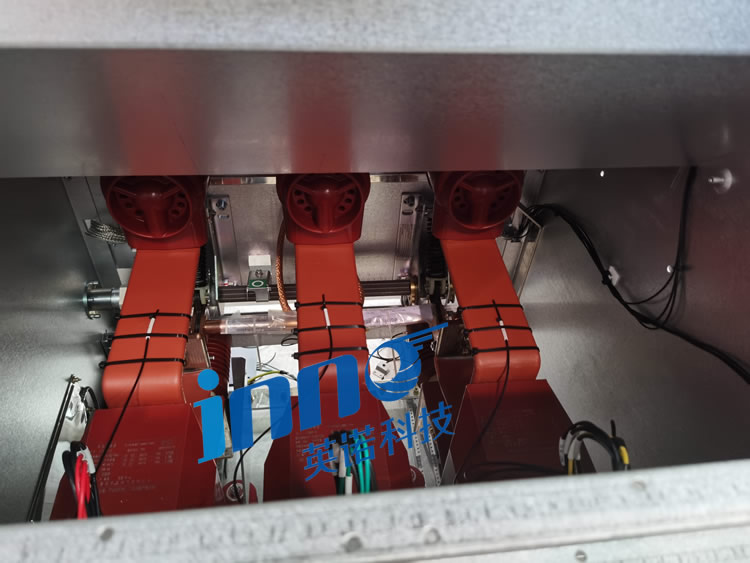
10. What Makes Switchgear Busbar Contact Temperature Sensors Critical for Electrical Safety?

10.1 Busbar Connection Failure Mechanisms
Busbar and contact overheating in switchgear results from:
- Loose bolted connections with increased resistance
- Contact surface oxidation or contamination
- Overloading beyond design current ratings
- Inadequate ventilation in enclosed compartments
10.2 Fluorescent Sensor Solutions for Switchgear
Switchgear contact temperature sensors prevent failures by:
- Monitoring critical connection points continuously
- Operating safely in high-voltage, high-current environments
- Providing early detection before thermal runaway occurs
- Enabling condition-based maintenance scheduling
- Reducing unplanned outages and equipment damage
11. Where Are EMI-Free Fiber Optic Sensors Most Widely Deployed Across Industries?
11.1 Power Generation and Distribution
- Power transformers (windings, bushings, tap changers)
- Generator sets (stator windings, bearings)
- Switchgear and circuit breakers
- Cable joints and terminations
11.2 Industrial Manufacturing
- Industrial automation systems
- Semiconductor processing equipment
- Microwave and RF heating systems
- Induction heating and melting furnaces
11.3 Critical Infrastructure
- Data centers (server racks, power distribution)
- Railway traction systems and substations
- Wind turbine generators and converters
- Solar inverter temperature monitoring
11.4 Medical and Research
- Medical equipment (MRI systems, RF ablation)
- Laboratory equipment and environmental chambers
12. Global Customer Success Cases
12.1 Power Utility – China Southern Grid
Application: 220kV transformer substation monitoring
Challenge: Traditional sensors failed due to intense EMI from switching operations
Solution: 32-channel fluorescent fiber optic system monitoring transformer windings and busbar connections
Results: Zero false alarms, detected incipient fault 3 months before failure, prevented $2M+ equipment loss
12.2 Semiconductor Manufacturer – Taiwan
Application: Wafer processing equipment temperature control
Challenge: RF plasma systems disrupted electronic sensors
Solution: 16-channel fiber optic system for heating zone monitoring
Results: Improved process uniformity, reduced defect rate by 15%, achieved ISO cleanroom compatibility
12.3 Data Center – Singapore
Application: Critical infrastructure temperature monitoring
Challenge: Dense server racks required comprehensive hot spot detection
Solution: 64-channel system monitoring power distribution units and server inlets
Results: Prevented 3 thermal incidents in first year, optimized cooling efficiency by 12%
12.4 Medical Facility – Germany
Application: MRI system RF coil temperature monitoring
Challenge: 3 Tesla magnetic field prevented use of any electronic sensors
Solution: Custom fluorescent probes in patient-contact RF coils
Results: Enhanced patient safety, enabled higher power scanning protocols, met strict medical device regulations
12.5 Wind Farm – United States
Application: 5MW wind turbine generator monitoring
Challenge: Remote location, harsh weather, strong generator magnetic fields
Solution: 8-channel system for generator bearings and power electronics
Results: Extended maintenance intervals from 6 to 12 months, reduced unplanned downtime by 40%
13. Top 10 Best Fiber Optic Temperature Sensor Manufacturers
13.1 Global Industry Leaders
| Rank | Manufacturer | Details |
|---|---|---|
| 🥇 #1 |
Fuzhou Innovation Electronic Scie&Tech Co., Ltd.📅 Established: 2011 🏭 Product Categories:
📍 Address: Liandong U Grain Networking Industrial Park, No.12 Xingye West Road, Fuzhou, Fujian, China 📧 Email: web@fjinno.net 📱 Phone: +86 13599070393 💬 WhatsApp: +86 13599070393 💬 WeChat: +86 13599070393 💬 QQ: 3408968340 |
|
| 🥈 #2 |
福州华光天锐光电科技有限公司
|
|
| 🥉 #3 |
FISO Technologies Inc.📅 Established: 1994 🌍 Location: Quebec, Canada 🏭 Product Categories: Medical fiber optic sensors, industrial temperature monitoring, pressure sensors, catheter-based measurement systems 🌐 Website: www.fiso.com |
|
| #4 |
Opsens Inc.📅 Established: 2003 🌍 Location: Quebec, Canada 🏭 Product Categories: Medical pressure sensors, fiber optic temperature sensors, cardiovascular measurement systems, industrial monitoring solutions 🌐 Website: www.opsens.com |
|
| #5 |
Neoptix (Qualitrol Company)📅 Established: 2003 (Acquired by Qualitrol in 2013) 🌍 Location: Quebec, Canada 🏭 Product Categories: Fiber optic temperature sensors for power transformers, generators, motors, renewable energy systems 🌐 Website: www.qualitrolcorp.com |
|
| #6 |
Omega Engineering (Spectris plc)📅 Established: 1962 🌍 Location: Connecticut, USA 🏭 Product Categories: Fiber optic temperature sensors, thermocouples, RTDs, industrial measurement instruments, data acquisition systems 🌐 Website: www.omega.com |
|
| #7 |
Weidmann Electrical Technology AG📅 Established: 1877 🌍 Location: Rapperswil, Switzerland 🏭 Product Categories: Transformer monitoring systems, fiber optic temperature sensors, high-voltage insulation products, transformer diagnostics 🌐 Website: www.weidmann-electrical.com |
|
| #8 |
Luna Innovations Incorporated📅 Established: 1990 🌍 Location: Virginia, USA 🏭 Product Categories: Fiber optic sensing systems, distributed temperature sensing (DTS), structural health monitoring, test and measurement equipment 🌐 Website: www.lunainc.com |
|
| #9 |
Micronor Inc.📅 Established: 1997 🌍 Location: California, USA 🏭 Product Categories: Fiber optic temperature sensors, pressure sensors, displacement sensors, EMI-immune measurement systems 🌐 Website: www.micronor.com |
|
| #10 |
Advanced Energy Industries Inc.📅 Established: 1981 🌍 Location: Colorado, USA 🏭 Product Categories: Fiber optic temperature sensors for semiconductor manufacturing, plasma processing equipment, thin film deposition systems 🌐 Website: www.advancedenergy.com |
|
Contact Us for Professional Fiber Optic Temperature Sensing Solutions
Get Expert Guidance and Customized Solutions
Our technical team is ready to help you select the optimal fluorescent fiber optic temperature sensing solution for your specific application.
📋 What We Offer:
- ✅ Free technical consultation and application analysis
- ✅ Customized system design and configuration recommendations
- ✅ Detailed product specifications and datasheets
- ✅ Competitive pricing and volume discounts
- ✅ Complete solution packages including installation support
- ✅ Fast response within 24 hours
📞 Contact Fuzhou Innovation Electronic Today
📧 Email:
web@fjinno.net
📱 Phone/WhatsApp:
+86 13599070393
💬 WeChat:
+86 13599070393
💬 QQ:
3408968340
⏰ Available 24/7 for Emergency Support
Frequently Asked Questions
Q1: What measurement accuracy can fluorescent fiber optic temperature sensors achieve?
A: Fluorescent fiber optic temperature sensors provide ±1°C measurement accuracy across their entire operating range from -40°C to +260°C. This accuracy is maintained over the sensor’s 20+ year lifespan without any calibration required.
Q2: How many temperature points can be monitored with one system?
A: A single fluorescent fiber optic temperature transmitter can monitor from 1 to 64 temperature measurement points simultaneously. Each fiber optic cable measures one specific hot spot, and the system can be configured with 1, 4, 8, 16, 32, or 64 channels based on application requirements.
Q3: What is the response time of fluorescent fiber optic sensors?
A: Fluorescent fiber optic sensors have a response time of less than 1 second, enabling rapid detection of temperature changes and fast fault identification. This fast response is critical for early warning and protection in power systems.
Q4: What is the maximum fiber optic cable length?
A: Standard fluorescent fiber optic cables can extend from 0 to 80 meters. Custom lengths beyond 80 meters are available for special applications requiring longer distances between the measurement point and the transmitter.
Q5: Can the probe diameter be customized?
A: Yes, fluorescent temperature probe diameters are fully customizable to fit specific installation requirements and space constraints. Common diameters range from 1mm to 6mm, with special sizes available upon request.
Q6: Why are fluorescent sensors better than traditional sensors in EMI environments?
A: Fluorescent fiber optic sensors use optical signals instead of electrical signals, making them completely immune to electromagnetic interference. Traditional electronic sensors suffer from signal distortion, measurement errors, and complete failure in high-EMI environments like transformer stations and switchgear installations.
Q7: Do fluorescent fiber optic sensors require periodic calibration?
A: No, fluorescent fiber optic sensors maintain their factory calibration accuracy throughout their entire 20+ year service life. The optical measurement principle is inherently stable with no drift, eliminating the need for periodic recalibration and reducing maintenance costs.
Q8: Can fluorescent sensors be installed on high-voltage equipment?
A: Yes, fluorescent fiber optic sensors can be installed directly on high-voltage equipment operating at 500kV and higher. The non-conductive glass fiber and fluorescent materials provide complete electrical isolation, eliminating the need for voltage dividers or isolation transformers.

Fiber optic temperature sensor, Intelligent monitoring system, Distributed fiber optic manufacturer in China
 |
 |
 |