 INNO fibre optic temperature sensors ,temperature monitoring systems.
INNO fibre optic temperature sensors ,temperature monitoring systems.
Fiber optic temperature sensor products



Advantages
- 1Electromagnetic Interference Immunity
Completely immune to electromagnetic field effects, suitable for strong electromagnetic environments - 2Intrinsic Safety
No electrical signal transmission, safe for use in flammable and explosive environments - 3Compact Size
Miniature probe dimensions, can be installed in confined spaces - 4High Voltage Resistance
Can measure temperature directly in high voltage environments without safety concerns - 5Excellent Insulation
Can directly contact high-voltage live components for temperature measurement
Application Scenarios
- 1Power Systems
High-voltage switchgear contacts and transformer winding temperature monitoring - 2Microwave Equipment
Internal temperature measurement in microwave ovens and RF heating equipment - 3Medical Applications
Temperature monitoring in MRI magnetic resonance equipment - 4Semiconductor Manufacturing
Temperature measurement in plasma etching and CVD processes - 5Motor Monitoring
Online temperature monitoring of generator and motor stator windings



- Direct High-Voltage Contact Measurement
Fiber optic sensors can be directly installed on live busbars and bolt connections without electrical isolation, enabling accurate real-time temperature monitoring in high-voltage environments.
- Immunity to Electromagnetic Interference
Completely unaffected by strong electromagnetic fields generated by high currents, ensuring reliable and stable temperature data in substations and switchgear installations.
- Intrinsically Safe Design
No metallic components or electrical signals in the sensing area, eliminating the risk of sparks, short circuits, or electrical hazards in critical power infrastructure.
- Compact and Flexible Installation
Small sensor head design allows for easy installation on tight busbar connections and bolt joints without requiring significant space or modification to existing equipment.
- Long-Term Reliability
Resistant to oxidation, corrosion, and degradation in harsh electrical environments, providing consistent performance over extended operational periods with minimal maintenance.
- Fast Response Time
Rapid temperature detection enables early warning of overheating conditions, preventing equipment damage and potential fire hazards before critical failures occur.
- Wide Temperature Range
Capable of measuring temperatures from -40°C to +250°C, covering the full operational range of busbar and bolt connection applications.
Application Scenarios
- Substation Busbar Monitoring
Continuous temperature monitoring of main busbars in high-voltage substations to detect poor connections, overloading, or degradation before they lead to equipment failure or power outages.
- Switchgear Cabinet Connections
Temperature surveillance of busbar joints and connections inside medium and high-voltage switchgear cabinets, where space is limited and electromagnetic interference is high.
- Transformer Bushing Connections
Monitoring the temperature of busbar connections at transformer bushings to identify overheating due to loose bolts or contact resistance issues.
- Power Distribution Bolt Joints
Real-time temperature tracking of bolted connections in power distribution systems, where poor contact or loosening can cause dangerous hot spots.
- Data Center Power Infrastructure
Ensuring reliable operation of busbar trunking systems and electrical connections in mission-critical data center facilities with 24/7 temperature monitoring.
- Industrial Heavy Current Applications
Temperature monitoring in aluminum smelters, steel mills, and other industrial facilities with high-current busbar systems subject to extreme operating conditions.
- Renewable Energy Installations
Monitoring busbar connections in solar inverters, wind turbine converters, and battery energy storage systems to maximize efficiency and prevent downtime.


-
Multi-Point Distributed Monitoring
Simultaneous temperature measurement at multiple critical points including windings, oil top, oil bottom, and core, providing comprehensive thermal mapping of the entire transformer.
-
Direct Winding Temperature Measurement
Fiber optic sensors can be embedded directly into transformer windings during manufacturing or retrofitted, capturing actual hot spot temperatures rather than relying on indirect calculations.
-
Complete Electrical Isolation
Non-conductive fiber optic cables eliminate any electrical connection between high-voltage transformer internals and monitoring equipment, ensuring absolute safety and preventing ground loops.
-
Immunity to High Voltage and EMI
Unaffected by the transformer’s high voltage fields and electromagnetic interference, delivering accurate measurements in environments where traditional sensors fail or provide unreliable data.
-
Intrinsically Safe in Oil Environment
No risk of sparking or electrical discharge in the oil-immersed environment, maintaining transformer integrity and eliminating potential ignition sources.
-
High Precision and Fast Response
Temperature resolution of 0.1°C with response times under 1 second, enabling rapid detection of abnormal thermal conditions and preventing catastrophic failures.
-
Long-Term Stability in Oil
Sensors resistant to transformer oil degradation, maintaining calibration accuracy over decades without drift, reducing maintenance costs and ensuring continuous reliability.
-
Real-Time Online Monitoring
Continuous 24/7 temperature surveillance with automated alerts and trend analysis, allowing predictive maintenance and optimized transformer loading strategies.
-
Extended Transformer Lifespan
Early detection of thermal issues prevents insulation degradation and winding damage, extending transformer operational life and maximizing return on investment.
-
Compliance with International Standards
Meets IEC and IEEE standards for transformer monitoring, providing accurate data for condition assessment and supporting asset management decisions.
Application Scenarios
-
Power Transmission Transformers
Monitoring large power transformers in substations (110kV-500kV and above) to prevent failures that could cause widespread blackouts and millions in losses.
-
Generator Step-Up Transformers
Continuous temperature monitoring of GSU transformers at power plants to ensure reliable power generation and prevent costly unplanned outages.
-
Distribution Transformers
Temperature surveillance of critical distribution transformers serving industrial facilities, commercial centers, and dense urban areas.
-
Offshore Wind Farm Transformers
Remote monitoring of transformer health in offshore installations where access is limited and maintenance is expensive and weather-dependent.
-
Industrial Manufacturing Facilities
Monitoring transformers in steel mills, chemical plants, and other heavy industries where continuous operation is critical for production.
-
Data Center Power Infrastructure
Ensuring transformer reliability in mission-critical data centers where even brief power interruptions can result in significant financial and data losses.
-
Railway Traction Transformers
Temperature monitoring of transformers in railway substations and onboard high-speed trains to maintain safe and reliable electric railway operations.
-
Aging Transformer Asset Management
Condition-based monitoring of older transformers to optimize replacement timing, extend service life, and prevent unexpected failures in aging infrastructure.

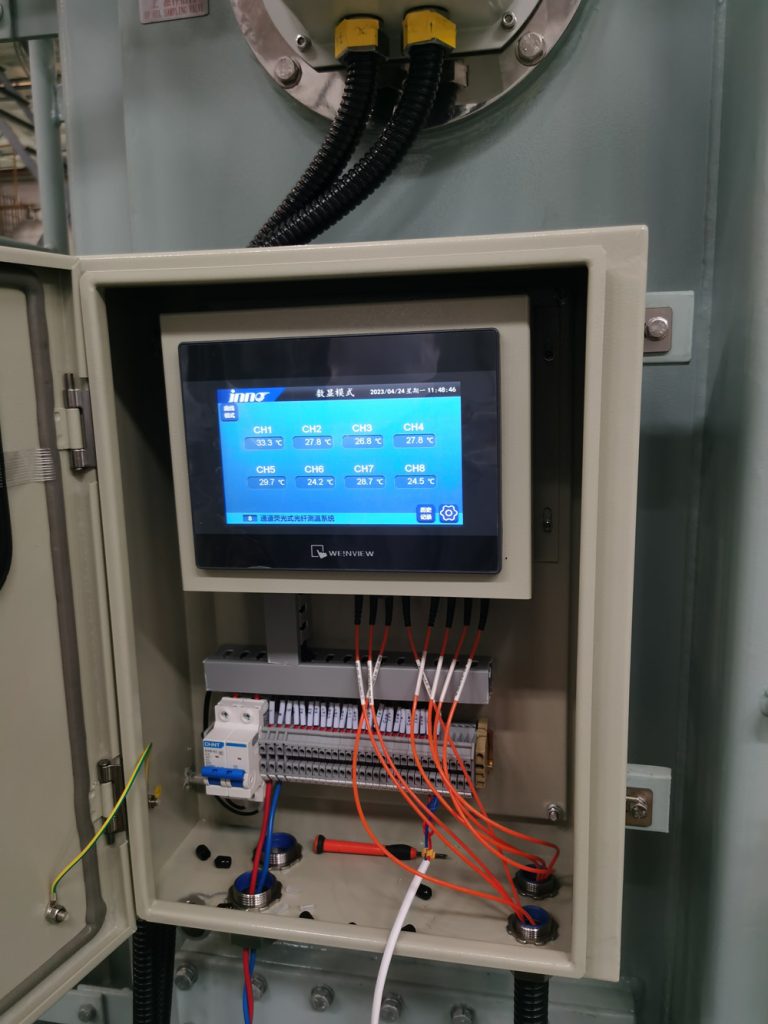
1. Real-Time Multi-Channel Monitoring
The integrated temperature measurement host combines real-time monitoring, data display, and intelligent alarm functions in a compact design. Featuring a high-resolution LCD/LED display screen, this system provides clear visualization of temperature data from multiple fiber optic sensors simultaneously.
2. Advanced Signal Processing and Alarms
Equipped with advanced signal processing capabilities, the host unit supports multi-channel temperature monitoring with programmable alarm thresholds and automated alert notifications. The intuitive interface allows operators to quickly identify thermal anomalies and make informed decisions.
3. Flexible Communication and Integration
Designed for industrial reliability, the system offers flexible communication options including RS485, Ethernet, and wireless connectivity for seamless integration with SCADA systems and remote monitoring platforms. Built-in data logging ensures comprehensive temperature history tracking for analysis and compliance reporting.
4. Industrial Applications
Ideal for power substations, industrial facilities, and critical infrastructure applications requiring centralized temperature monitoring and control.
Want to learn more about fiber optic temperature sensors? Click to consult
What Problems Can Fiber Optic Temperature Sensors Solve That Traditional Technologies Cannot?
- Fiber optic temperature sensors eliminate electromagnetic interference problems through all-dielectric construction, enabling reliable measurements in environments where electronic sensors fail
- Complete electrical isolation with voltage standoff exceeding 100kV makes fiber sensors ideal for high voltage power equipment monitoring
- Intrinsically safe design qualifies fiber temperature probes for use in explosive atmospheres with ATEX and IECEx certifications
- Multi-channel fluorescent fiber systems support 4-16 simultaneous measurement points for comprehensive distributed temperature monitoring
- Medical-grade 600μm diameter probes provide MRI-compatible, minimally invasive temperature measurement for clinical applications
- Industrial reliability with ±0.5°C accuracy, 0.5 second response time, and 20-year maintenance-free operation across -200°C to +250°C range
Table of Contents
1. Why Must Strong Electromagnetic Interference Environments Use Fiber Optic Temperature Sensors?
Electronic temperature sensors fail in environments with strong electromagnetic fields because their metallic components act as antennas, picking up interference that corrupts measurement signals. Induction heating equipment, microwave systems, RF generators, and high-power electrical installations create electromagnetic fields intense enough to render conventional sensors completely unreliable.
Fiber optic temperature sensors solve this fundamental problem through all-dielectric construction containing zero metallic components. The optical fiber consists of pure glass, the probe housing uses ceramic or polymer materials, and the sensing element employs fluorescent crystals. This completely non-conductive design provides absolute immunity to electromagnetic interference of any frequency or intensity.
1.1 Applications in High EMI Environments
Industrial processes involving induction heating, plasma processing, and electromagnetic forming generate fields that disable electronic sensors within seconds. Fluorescent fiber temperature probes operate continuously in these environments, providing accurate real-time measurements regardless of electromagnetic field strength. Manufacturing facilities use fiber sensors to monitor temperatures during metal hardening, semiconductor processing, and composite material curing where electromagnetic compatibility is essential.
1.2 Medical Equipment Electromagnetic Challenges
Medical treatments using radiofrequency energy, microwave ablation, or magnetic resonance imaging require temperature monitoring in intense electromagnetic fields. Only fiber optic temperature sensors can function reliably in these environments while meeting medical device safety standards. The sensors enable real-time temperature control during thermal therapies without measurement interference or patient safety concerns.
2. How Do Fiber Optic Temperature Sensors Achieve Safe Measurement in High Voltage Power Equipment?
Power transformers, switchgear, and high voltage transmission equipment require temperature monitoring at potentials ranging from kilovolts to hundreds of kilovolts. Conventional sensors with conductive wiring create dangerous electrical paths that risk equipment damage, measurement corruption, and personnel hazards.
Fiber optic temperature probes provide complete electrical isolation through their all-dielectric construction. The glass optical fiber offers voltage standoff exceeding 100kV, allowing safe measurement at any electrical potential without creating ground loops or voltage paths. This isolation protects both the measurement system and personnel from electrical hazards.
2.1 Transformer Monitoring Applications
Power transformer reliability depends on accurate winding temperature measurement to prevent overheating failures. Fiber temperature sensors installed within transformer windings monitor hot spot temperatures while maintaining complete isolation from high voltage conductors. The sensors withstand the oil-immersed environment while providing data for load management and predictive maintenance programs.
2.2 Switchgear Contact Monitoring
Electrical contacts in high voltage switchgear develop hot spots from contact resistance and arcing. Fiber optic temperature monitoring detects these temperature rises early, enabling maintenance before failures occur. The electrical isolation allows direct contact measurement without safety concerns or signal interference from switching transients.
3. What is the Measurement Principle of Fluorescent Fiber Optic Temperature Sensors?
Fluorescent fiber optic temperature sensors utilize rare-earth phosphor materials with temperature-dependent fluorescence decay characteristics. The system sends light pulses through the optical fiber to excite the fluorescent material at the probe tip. This material absorbs the excitation energy and emits fluorescence at a different wavelength, with a decay time that varies predictably with temperature.
Precision timing electronics measure the fluorescence lifetime with nanosecond resolution, converting this optical parameter into accurate temperature readings. The measurement principle relies solely on optical properties, requiring no electrical components at the sensing location. This all-optical approach provides the electromagnetic immunity and electrical isolation that make fiber temperature sensors suitable for challenging industrial and medical applications.
3.1 Measurement Accuracy and Stability
The fluorescence lifetime measurement technique delivers ±0.5°C accuracy throughout the industrial temperature range. Unlike resistance-based sensors that drift with time and environmental exposure, the optical properties of fluorescent materials remain stable indefinitely. Factory calibration persists throughout the sensor’s operational lifetime without recalibration requirements.
4. What Temperature Range Can Fiber Optic Temperature Probes Withstand?
Standard fiber optic temperature probes operate reliably from -200°C to +250°C, covering the vast majority of industrial and medical temperature monitoring requirements. Specialized high-temperature configurations extend measurement capability to +400°C for applications in steel processing, glass manufacturing, and other extreme thermal environments.
The wide temperature range stems from the thermal stability of optical fiber and fluorescent sensing materials. The all-glass construction withstands temperature extremes that would destroy electronic sensors, while specialized probe packaging protects the sensing element in harsh environments. This thermal capability allows a single sensor technology to serve applications from cryogenic processing through high-temperature manufacturing.
4.1 Cryogenic Applications
Superconducting magnet systems, liquefied gas storage, and low-temperature physics research require reliable temperature measurement down to cryogenic levels. Fiber temperature sensors maintain accuracy and responsiveness at temperatures below -150°C where many sensor technologies fail. The sensors monitor cooling processes, detect temperature variations in cryogenic systems, and support research applications requiring non-metallic instrumentation.
4.2 High Temperature Industrial Processes
Metal heat treating, glass forming, and ceramic firing processes operate at temperatures exceeding 200°C where sensor durability becomes critical. High temperature fiber probes with specialized packaging materials survive these environments while maintaining measurement accuracy. The sensors support process optimization and quality control in applications where temperature uniformity directly impacts product quality.
5. What Does 0.5°C Measurement Accuracy Mean for Industrial Applications?
The ±0.5°C accuracy specification of fiber optic temperature sensors enables precise process control and quality assurance across diverse industrial applications. This accuracy level supports manufacturing processes where temperature variations of 1-2°C significantly impact product properties, chemical reaction rates, or material characteristics.
Pharmaceutical processing, semiconductor manufacturing, and composite material curing require tight temperature control to ensure product consistency and regulatory compliance. Fiber temperature monitoring systems provide the measurement precision needed to verify process conditions, validate temperature uniformity, and document quality control data. The accuracy remains stable over time, eliminating the drift-related recalibration cycles common with other sensor technologies.
5.1 Process Optimization Benefits
Accurate temperature measurement enables optimization of heating and cooling cycles to improve product quality while reducing energy consumption. Manufacturers use fiber sensor data to fine-tune process parameters, minimize temperature overshoot, and achieve faster cycle times. The measurement precision supports statistical process control and continuous improvement initiatives.
6. How Do Multi-Channel Fiber Temperature Systems Enable Distributed Monitoring?
Multi-channel fiber optic temperature systems connect 4-16 independent sensing locations to a single monitoring console, providing comprehensive temperature mapping across equipment or processes. Each channel operates independently with dedicated optical pathways, allowing simultaneous measurement at multiple points without signal interference between channels.
Distributed temperature monitoring reveals thermal gradients, identifies hot spots, and verifies temperature uniformity across large equipment or process areas. Industrial furnaces, chemical reactors, and thermal processing equipment use multi-point fiber temperature monitoring to optimize heating patterns, prevent localized overheating, and ensure consistent product quality throughout processing volumes.
6.1 Strategic Sensor Placement
Effective distributed monitoring requires thoughtful sensor positioning based on process knowledge and thermal analysis. Engineers position probes at critical control points, potential hot spots, and reference locations to characterize the complete thermal environment. The multi-channel capability allows comprehensive coverage without deploying multiple separate monitoring systems, simplifying installation and data integration.
6.2 Data Integration and Visualization
Modern fiber temperature systems display all channel data simultaneously with temperature trend graphs, alarm status, and statistical analysis. Operators monitor the complete thermal profile from a single interface, quickly identifying anomalies or trends requiring intervention. Data logging creates permanent records for quality documentation, process validation, and troubleshooting.
7. Why Are Fiber Optic Temperature Sensors Essential in MRI Equipment?
Magnetic Resonance Imaging systems generate powerful magnetic fields and radiofrequency pulses that render conventional electronic sensors completely inoperable. The strong magnetic fields attract ferromagnetic materials with dangerous force, while RF pulses induce currents in conductive components that corrupt measurements and create safety hazards.
Fiber optic temperature sensors contain zero ferromagnetic materials and no conductive components, making them inherently MRI-compatible. The sensors operate reliably inside MRI bores without causing image artifacts, experiencing measurement interference, or creating safety concerns. This compatibility enables temperature monitoring during MRI-guided procedures including focused ultrasound therapy, laser ablation, and other thermal treatments.
7.1 MRI Safety Certification
Medical-grade MRI-compatible fiber temperature sensors undergo rigorous testing according to ASTM F2182 and related standards. Testing confirms that sensors do not heat, move, or malfunction in magnetic fields up to 3 Tesla or higher. Comprehensive safety documentation supports regulatory approvals for clinical use in MRI environments.
8. Why Choose Fiber Sensors for Transformer Winding Temperature Monitoring?
Power transformer failures often result from winding insulation degradation caused by excessive temperatures. Traditional winding temperature monitors use indirect measurement techniques that estimate hot spot temperatures from top oil readings, providing limited accuracy for critical operating decisions.
Fiber optic temperature sensors enable direct winding hot spot measurement with electrical isolation and oil compatibility. The sensors install directly within transformer windings, providing real-time data on actual maximum temperatures rather than calculated estimates. This direct measurement improves load management accuracy, extends transformer life through better thermal control, and prevents failures through early warning of developing hot spots.
8.1 Oil-Immersed Environment Compatibility
Transformer fiber temperature probes feature oil-resistant packaging materials that maintain long-term reliability in the oil-immersed transformer environment. The sensors withstand thermal cycling, moisture exposure, and chemical interactions with transformer oil and insulation materials. Hermetically sealed probe construction prevents oil ingress that could compromise optical components.
9. Can Fiber Temperature Systems Operate in Flammable and Explosive Environments?
Fiber optic temperature sensors qualify as intrinsically safe devices suitable for use in Zone 0/Division 1 hazardous locations. The all-optical measurement principle cannot generate sparks, arcs, or sufficient heat to ignite flammable atmospheres under any failure condition. This intrinsic safety stems from the fundamental physics of optical measurement rather than protective enclosures or energy-limiting circuits.
Petrochemical facilities, natural gas processing plants, and pharmaceutical manufacturing operations use intrinsically safe fiber temperature sensors for monitoring in areas where flammable vapors, combustible dusts, or explosive gas mixtures may be present. The sensors provide reliable temperature data without introducing ignition sources that could trigger explosions.
9.1 ATEX and IECEx Certification
International standards for explosive atmosphere equipment certification recognize the intrinsic safety of fiber optic sensors. ATEX-certified fiber temperature systems meet European requirements for use in potentially explosive atmospheres, while IECEx certification provides international acceptance. These certifications simplify installation approvals and demonstrate compliance with safety regulations across global markets.
10. How Do Fiber Temperature Probes Ensure Safety in RF Ablation Surgery?
Radiofrequency ablation procedures use electromagnetic energy to heat and destroy targeted tissue, creating intense RF fields that interfere with conventional temperature sensors. Accurate temperature monitoring during these procedures is critical for treatment efficacy and prevention of collateral tissue damage.
Fiber optic temperature probes provide electromagnetic immunity that enables reliable measurement throughout RF ablation procedures. The 600μm diameter medical probes allow minimally invasive positioning adjacent to treatment zones, monitoring temperatures in real-time without interference from the RF field. This capability supports precise ablation control, ensuring complete treatment of target areas while protecting surrounding structures.
10.1 Biocompatibility and Sterilization
Medical fiber temperature sensors meet ISO 10993 biocompatibility standards for tissue contact applications. The probe materials resist degradation through multiple sterilization cycles using ethylene oxide or gamma irradiation, supporting both single-use disposable and multi-patient reusable configurations.
11. Why Do Induction Heating Systems Require Fiber Temperature Monitoring Solutions?
Induction heating generates extremely strong electromagnetic fields concentrated around the workpiece and heating coil. These fields induce currents in any nearby conductors, including the wiring of conventional temperature sensors. The induced currents create measurement errors, sensor heating, and potential safety hazards that make electronic sensors unusable in induction heating applications.
Fiber optic temperature sensors measure workpiece temperatures directly within induction heating fields without experiencing any electromagnetic interference. The sensors enable closed-loop temperature control for induction heating processes, improving temperature uniformity and process repeatability. Applications include metal hardening, brazing, forging, and heat treating where precise temperature control directly impacts product quality.
11.1 Real-Time Process Control
The 0.5 second response time of fiber sensors supports rapid feedback control during induction heating cycles. The measurement system tracks temperature rise rates, detects achievement of target temperatures, and confirms cooling rates. This real-time data enables automatic power control that optimizes heating cycles while preventing temperature overshoot.
12. How Does Response Time Affect Process Control in Fiber Temperature Sensors?
The ≤0.5 second response time specification indicates how quickly the sensor detects and reports temperature changes. Fast response time enables effective feedback control during dynamic heating and cooling processes, preventing temperature overshoot and maintaining stable conditions during disturbances.
Batch processing, rapid thermal processing, and transient thermal events require sensors that track temperature changes in real-time. Fiber optic temperature sensors with fast response times support these applications by providing current temperature data for control algorithms, alarm systems, and process documentation. The rapid response allows detection of developing problems before temperatures reach harmful levels.
13. What Advantages Does a 600 Micron Probe Diameter Offer in Minimally Invasive Medical Applications?
The 600μm probe diameter approaches the size of standard hypodermic needles, enabling minimally invasive temperature monitoring during medical procedures. This compact form factor reduces tissue trauma, minimizes patient discomfort, and allows access to confined anatomical spaces that larger probes cannot reach.
Medical applications including catheter-based procedures, endoscopic interventions, and minimally invasive surgery benefit from small-diameter fiber temperature probes that can navigate blood vessels, body cavities, and tissue planes. The flexible fiber construction allows the probes to follow curved paths and maintain positioning without causing tissue damage or patient discomfort.
14. How Do Fiber Temperature Systems Integrate with PLC and DCS Systems?
Industrial control systems require temperature data in standard electrical formats for process automation and monitoring. Fiber optic temperature monitoring systems provide analog outputs (4-20mA, 0-10V) and digital communication interfaces (Modbus RTU, Modbus TCP, PROFIBUS) compatible with programmable logic controllers and distributed control systems.
The integration enables automatic process control based on fiber sensor measurements, alarm activation when temperatures exceed limits, and data logging in plant information systems. Fiber temperature systems appear to control systems as standard temperature transmitters despite their unique measurement technology, simplifying integration and programming.
15. Can Chemical Reactor Temperature Monitoring Use Fiber Optic Sensors?
Chemical reactors present multiple challenges including corrosive chemicals, explosive vapor atmospheres, and strong electromagnetic fields from heating systems or stirring motors. Fiber optic temperature sensors address all these challenges simultaneously through corrosion-resistant probe materials, intrinsic safety, and electromagnetic immunity.
Reactor monitoring applications use fiber temperature probes with chemical-resistant probe coatings and hermetic sealing to prevent chemical attack of optical components. The sensors measure reaction temperatures accurately while qualifying for installation in hazardous classified areas. Multi-channel systems monitor temperature distribution throughout reactor volumes, ensuring reaction uniformity and detecting thermal runaway conditions.
16. Why Choose Fiber Solutions for Switchgear Contact Temperature Monitoring?
Electrical contacts in switchgear and circuit breakers develop increased resistance over time from oxidation, mechanical wear, and contamination. This resistance increase causes contact heating that accelerates degradation and can lead to catastrophic failures. Early detection of contact temperature rise enables preventive maintenance before failures occur.
Fiber optic temperature sensors mount directly on high voltage contacts, measuring temperature with complete electrical isolation and immunity to electromagnetic transients from switching operations. The continuous monitoring detects gradual temperature increases indicating developing contact problems, supporting condition-based maintenance programs that prevent unplanned outages.
17. What Are the Calibration Intervals and Maintenance Costs for Fiber Temperature Sensors?
Fiber optic temperature sensors feature a 20-year maintenance-free design with no calibration drift over their operational lifetime. The stable optical properties of fluorescent sensing materials eliminate the calibration degradation common with resistance-based sensors. Factory calibration remains accurate throughout the sensor’s service life, eliminating ongoing recalibration costs and downtime.
This long-term stability reduces total cost of ownership compared to sensors requiring annual recalibration. Installation costs are recovered quickly when considering the elimination of recalibration labor, spare sensor inventory, and process downtime for sensor replacement and verification.
18. How to Select the Right Fiber Temperature Probe Packaging Configuration?
Fiber temperature probe packaging options address different environmental requirements and installation constraints. Standard configurations include:
18.1 Threaded Process Connections
NPT or metric threaded fittings enable installation in standard thermowell or process connection points. These configurations support pressurized applications and provide mechanical protection for the sensing element.
18.2 Flexible Catheter Probes
Medical and research applications use flexible fiber probes with small diameters and atraumatic tips. These configurations navigate curved paths and access confined spaces while minimizing tissue displacement.
18.3 Surface Mount Designs
Flat or curved contact surfaces enable temperature measurement on equipment surfaces, electrical conductors, or structural components. Adhesive mounting or mechanical clamps secure the sensors in position for long-term monitoring.
19. What Quality Certifications and Standards Do Fiber Temperature Systems Require?
Professional fiber optic temperature monitoring systems meet comprehensive quality standards including ISO9001 quality management certification, CE marking for European markets, and RoHS compliance for environmental safety. Medical applications require additional certifications including ISO 13485 medical device quality systems and regulatory approvals for specific clinical uses.
Hazardous area applications demand ATEX or IECEx certifications confirming intrinsic safety for explosive atmospheres. Electrical safety certifications from UL, CSA, or equivalent organizations verify that monitoring systems meet safety standards for their intended operating environments.
20. How to Evaluate Technical Capabilities of Fiber Temperature Sensor Suppliers?
Selecting a qualified fiber optic temperature sensor supplier requires evaluating multiple factors beyond product specifications. Manufacturing experience in relevant application areas demonstrates understanding of industry requirements and regulatory compliance. Suppliers with established track records provide valuable application engineering support, custom configuration capabilities, and responsive technical service.
Quality indicators include comprehensive certification documentation, detailed technical specifications, and evidence of ongoing product development. Suppliers should provide application-specific guidance for probe selection, installation methods, and system integration. Strong technical support capabilities including pre-sale consulting, commissioning assistance, and troubleshooting resources ensure successful deployment and long-term operation.
Frequently Asked Questions
What makes fiber optic sensors superior to thermocouples for electromagnetic environments?
Fiber optic temperature sensors contain zero metallic components, providing complete immunity to electromagnetic interference that renders thermocouples unusable. The all-dielectric construction eliminates measurement errors from induced currents and prevents sensor heating in microwave or RF fields.
Can fiber sensors operate in both high and low temperature extremes?
Yes. Standard fiber temperature probes measure from -200°C to +250°C, with specialized configurations extending to +400°C. The same technology serves cryogenic applications and high-temperature industrial processes without different sensor types.
How many measurement points can a single system monitor?
Multi-channel fiber temperature systems support 4-16 simultaneous measurement channels in one console. This capability enables comprehensive distributed monitoring with a single integrated system rather than multiple separate devices.
Do fiber sensors require periodic recalibration?
No. The stable optical measurement principle maintains factory calibration accuracy throughout the 20-year design life without drift or degradation. This eliminates ongoing recalibration costs and downtime associated with conventional sensors.
What certifications are available for hazardous area applications?
ATEX and IECEx certifications confirm intrinsic safety for installation in Zone 0/Division 1 explosive atmospheres. The all-optical design qualifies as inherently safe without requiring protective barriers or energy-limiting circuits.
How quickly do fiber sensors respond to temperature changes?
The ≤0.5 second response time enables real-time process control and rapid detection of temperature excursions. This fast response supports effective feedback control during dynamic thermal processes and safety monitoring applications.
Professional Fiber Optic Temperature Sensor Solutions
Fuzhou Innovation Electronic Scie&Tech Co., Ltd. specializes in fluorescent fiber optic temperature sensors and monitoring systems for industrial and medical applications. Since 2011, we have delivered reliable temperature measurement solutions for electromagnetic interference environments, high voltage equipment, explosive atmospheres, and medical devices worldwide.
Contact Our Application Engineers
Our technical team provides expert guidance for:
- Application-specific sensor selection and configuration
- Custom probe designs for unique installation requirements
- Multi-channel system integration with control systems
- Certification support for regulatory compliance
- Comprehensive technical documentation and training
Manufacturer: Fuzhou Innovation Electronic Scie&Tech Co., Ltd.
Established: 2011
Email: web@fjinno.net
WhatsApp/WeChat/Phone: +86 13599070393
QQ: 3408968340
Address: Liandong U Grain Networking Industrial Park, No.12 Xingye West Road, Fuzhou, Fujian, China
Website: www.fjinno.net
Disclaimer
This technical guide provides general information about fiber optic temperature sensor technology and applications. Information presented reflects current technology capabilities and industry standards as of December 2025. Specific product specifications, performance characteristics, and certifications may vary by model and configuration.
Application suitability depends on specific operating conditions, environmental factors, and regulatory requirements. Users are responsible for verifying that selected temperature monitoring solutions meet all applicable safety standards, performance requirements, and regulatory approvals for their intended use. This document does not constitute engineering specifications, safety certifications, or regulatory guidance.
Product selection should be based on detailed application analysis, environmental assessment, and compliance verification. Contact our technical team for application-specific recommendations, detailed specifications, certification documentation, and integration support. Performance specifications represent typical values under standard conditions and may vary based on operating environment and system configuration.