 INNO光ファイバー温度センサー ,温度監視システム.
INNO光ファイバー温度センサー ,温度監視システム.
- ベアリングの温度異常が原因 40-50% の計画外のシャットダウン 水力発電所
- 700MW での 1 回の計画外停止 水力タービン発電機 費用 $500,000-$1,000,000 収入の損失で
- 伝統的 温度センサー 高湿度では信頼性の問題が発生する, 高電圧, および強い磁場環境
- 蛍光光ファイバー温度センサー 最大 100kV までの完全な電気絶縁と電磁干渉に対する耐性を提供します
- マルチポイント スラストベアリングのモニタリング 故障予測を可能にする 4-8 致命的な障害が発生する数時間前
- 適切に実装されている 温度監視システム ~によってメンテナンスコストを削減する 25-35% ベアリングの耐用年数を延長します。 30-50%
目次
1. 大型水車とは?

ある 水力タービン 流れる水または落下する水の運動エネルギーと位置エネルギーを機械シャフトの動力に変換する回転機械です。, 発電機を駆動して電気を生成する. 大型水車 通常、発電容量が100MWを超えるユニットを指します。, 世界最大の設備は現在ユニットあたり 1,000MW に達しています.
水力タービン発電機 複数の統合されたサブシステムで構成される: 水のエネルギーを取り込むタービンランナー, トルクを伝達するメインシャフトアセンブリ, 巨大な回転負荷を支えるスラストベアリングとガイドベアリング, 最適な動作温度を維持する潤滑および冷却システム, 水の浸入を防ぐシーリングシステム. モダンな 水力発電タービン 数千トンの回転質量が から次の速度で連続的に動作する、精密に設計されたシステムを表します。 50-750 RPMはユニットの設計とヘッドの状態に依存します.
主な水力タービンの種類
フランシス・タービンズ
フランシスタービン 中ヘッド用途に適したリアクションタイプのマシンです (40-600 メートル). 水は調整可能なガイドベーンを通って半径方向に入り、ランナーにエネルギーを伝達した後軸方向に出ます。. フランシスのデザイン 大規模水力発電を独占する, およそを表す 60% 世界の設置容量の. ユニットの範囲は 100MW ~ 1,000MW, ランナー直径まで 10 メートルと重量を超える 400 トン.
カプランタービン
カプランタービン 低頭用に最適化された調整可能なプロペラタイプのランナーが特徴です, 高流量アプリケーション (10-70 メートル). ガイドベーンとランナーブレードの両方が動作中に調整され、さまざまな流れ条件にわたって効率を維持します。. 大きい カプラン単位 ランナー直径が 200MW に達するまでの容量を超える 11 メートル.
ペルトンタービン
ペルトン車輪 高揚程用途向けに設計された衝動タービンです (300-2,000 メートル). 高速ウォータージェットがランナー外周に取り付けられたバケットに衝突します。. ペルトン水車 山岳地帯や揚水貯蔵施設にサービスを提供する, 最大500MW容量のユニットを搭載.
バルブタービン
バルブタービン 発電機を流線形の防水バルブ内に直接水の流路に組み込む, 非常に低ヘッドの用途で効率を最大化 (2-30 メートル). 潮力発電施設や流れ込み発電所で一般的.
2. 水力タービンの仕組み?
水力タービンの運転 慎重に設計された流路とランナーブレードの形状を通じて、油圧エネルギーを回転機械力に変換します。. タービンに入る水は両方の圧力エネルギーを持っています (標高差からの位置エネルギー) と速度エネルギー (流れからの運動エネルギー).
エネルギー変換プロセス
で 反応タービン (フランシスとカプランのタイプ), 水がランナー通路を完全に満たす. ランナーの中を水が流れるので、, エネルギーが回転ブレードに伝達されると、圧力と速度の両方が減少します。. ガイドベーンが水の流れの角度と量を制御, ランナーブレードのプロファイルは圧力降下全体で最大のエネルギーを抽出します。.
で 衝動タービン (ペルトン型), ノズルはランナーに当たる前にすべての圧力エネルギーを高速ジェットに変換します。. ランナーを取り囲む大気圧, エネルギーの抽出は、ジェットがバケットの表面から逸れるときの運動量の伝達のみによって行われます。.
重要な動作コンポーネント
スラストベアリング
ザ スラストベアリング 回転アセンブリの垂直方向の重量全体と下向きの油圧推力の合計をサポートします。 2,000-5,000 大きな単位ではトン. セグメント化されたスラストパッド (通常 8-16 セグメント) この巨大な負荷を潤滑油膜全体に分散させます。 50-150 ミクロンの厚さ. スラスト軸受の温度 潤滑の有効性とベアリングの状態を直接示します.
ガイドベアリング
ガイドベアリング (ジャーナルベアリングとも呼ばれます) ラジアルシャフト位置を維持する, 機械的および電気的不均衡から生じる横方向の油圧力と動的負荷を吸収します。. 大型タービンには複数のガイドベアリングが採用されています: 発電機の上の上部ガイドベアリング, 発電機の下の下部ガイドベアリング, ランナー付近のタービンガイドベアリング.
潤滑システム
タービン潤滑システム 数千リットルのオイルをベアリングに循環させる, 金属間の接触を防ぐ重要な油膜を維持します。. 油温は粘度に直接影響します。冷たすぎると流動抵抗が増加します。; 熱すぎると膜厚が耐荷重に対して不十分になります.
3. 世界の主な水力タービンの用途は何ですか?
大型水車 世界の水力発電インフラ全体で多様な用途に対応:
大規模水力発電所
グランド クーリー ダム (米国)
ワシントン州のコロンビア川沿いに位置, グランドクーレ 動作します 33 生成単位の合計 6,809 MW容量. 3 番目の発電所には 6 つの 805MW が含まれています フランシス水車発電機—北米最大の部類に入る—直径32フィートのランナーの重さ 2 それぞれ百万ポンド.
イタイプダム (ブラジル/パラグアイ)
イタイプ水力発電所 パラナ川には 700MW が 20 基あります フランシスタービン, 世界最大の水力発電施設の一つとなっています。 14,000 MW 総設置容量. 各タービンは 118 メートルの落差で動作し、流量は 700 立方メートル/秒.
クラスノヤルスクダム (ロシア)
ザ クラスノヤルスク水力発電所 エニセイ川では 12 の 508MW が稼働しています フランシスタービン 合計する 6,000 MW. 極端な気候条件での動作 (-40周囲温度 °C ~ +40°C), これらのユニットは堅牢性の重要性を示しています。 温度監視システム.
チャーチル滝 (カナダ)
チャーチルフォールズ発電所 ラブラドールでは11の475MWが稼働 フランシスタービン 世界で最も高い頭の一つの下で (314 メートル) このような大きなユニットの場合, 合計する 5,428 MW容量.
ラ グランド コンプレックス (カナダ)
ケベック州 ジェームズ湾プロジェクト 大きな駅が複数含まれています。 フランシスタービン: ザ・グレート-2 (5,616 MW), ザ・グレート-3 (2,418 MW), そしてラ・グランデ-4 (2,779 MW), 北米の主要な水力発電インフラを集合的に代表するもの.
揚水発電
揚水発電所 リバーシブルを使用する ポンプタービン またはグリッド規模のエネルギー貯蔵用の個別のタービンポンプセット. 主な設置内容としては、:
- バース郡揚水発電所 (米国) – 3,003 6 つの 451MW リバーシブル MW フランシスポンプタービン
- ラクーンマウンテン (米国) – 1,652 テネシー州のMW揚水発電施設
- サー・アダム・ベックポンプ発電所 (カナダ) – 174 ナイアガラの滝発電をサポートするMW揚水発電
潮力発電施設
潮力タービン 集中砲火または流下技術を通じて海洋エネルギーを利用する. ザ アナポリス ロイヤル発電所 (カナダ) 20MWを運用 ストラフロタービン 世界最大級の干満差があるファンディ湾にある. タービンは双方向に動作します, 過酷な海洋環境における満潮時と干潮時の両方で発電.
流れ込み型水力発電プロジェクト
流れ込み植物 大きな貯水池を使わずに発電する, ナチュラルな流れと控えめなヘッドを使用. これらの設備は、小規模なコミュニティ プロジェクトから、複数の大規模な施設を備えた大規模な施設まで多岐にわたります。 カプランまたはフランシスタービン 利用可能な川の流れを捕捉するために継続的に動作.
4. 水力タービンの温度監視が重要な理由?
熱管理 信頼性が直接的に決まります, 可用性, と動作寿命 水力タービン発電機. 温度監視により、致命的な故障に発展する前に、機械的問題の発生を早期に示すことができます。.
計画外停止による経済的影響
700MW の 1 回の計画外シャットダウン 水力タービン 需要のピーク時のコスト $500,000-$1,000,000 収入の損失と修理費の合計. 1 つの大型ユニットからの年間収益が $50-100 百万, 可用性を主要な経済要素にする. 温度に関連したベアリングの故障 原因 40-50% 計画外のすべてのタービン停止のうち, 唯一最大の信頼性の脅威を表す.
軸受の温度と寿命の関係
スラストベアリング そして ガイドベアリング 劣化は温度とともに指数関数的に加速します. 業界データによると、設計温度よりわずか 10°C 高い温度で継続的に動作すると、ベアリングの寿命が次のように短縮されます。 50%. 60°C で 30 年間使用できるように設計されたベアリングは、30 年以内に故障する可能性があります。 7-8 70℃で一貫して動作した場合は数年. この関係は継続的なものになります 温度監視 資産寿命を最大限に延ばすために不可欠.
潤滑システムの性能
潤滑油 粘度は約減少します 10% 温度が10℃上昇するごとに. 高温時, 数千トンを支える油膜が薄くなる, 最終的には分解し、金属同士が接触するようになります。. 逆に, 温度が低すぎると粘度が増加します, 流量が減少し、ベアリングの潤滑が不足する可能性があります. 油温監視 ベアリングの入口と出口で最適な潤滑性能を保証します.
早期故障検出
温度変化は機械故障に数時間から数日先行して発生します, 重要な警告時間を提供する. 亀裂が進行中 スラストベアリングパッド 局所的な摩擦が増加する, 温度を上げる 4-8 パッドが完全に故障する数時間前. 多点温度監視 単一パッドの 5 ~ 10°C の上昇を検出することで、計画的なシャットダウンと修復が可能になります, 致命的な失敗を避ける, ダウンタイムの延長, シャフトやその他のコンポーネントへの二次的な損傷.
5. 一般的な水力タービンの故障モードとは何ですか?
グローバルにわたる包括的な障害分析 水力発電設備 一貫したパターンを明らかにする:
スラストベアリングの故障 (40-45% 重大な障害の)
- バビットの金属疲労と層間剥離 – ホワイトメタルの軸受表面に亀裂が入り、繰り返しの熱的および機械的応力がかかるとスチール製の裏当てから剥離します。
- 油膜破壊 – 潤滑が不十分な場合、金属同士が接触します。, 急速に熱と材料損傷を発生させる
- 不均一な負荷分散 – 製造公差や熱歪みにより、一部のパッドには過剰な負荷がかかり、他のパッドには軽い負荷がかかる場合があります。
- 汚染ダメージ – 潤滑油スコアベアリング表面の粒子, 局所的なホットスポットの作成
ガイドベアリングの故障 (25-30%)
- 過大なラジアル荷重 – 油圧の不均衡または機械的なミスアライメントによる過負荷の支持力
- 潤滑不良 – オイルの流れが不十分またはオイルの特性が劣化している
- 摩耗とクリアランスが増加する – ベアリングの摩耗が進行するとクリアランスが増加します, シャフトの振動が発生し、劣化がさらに加速する
冷却システムの故障 (15-20%)
- 熱交換器の汚れ – 生物の成長, 鉱床, または破片により熱伝達効率が低下します
- 冷却水流量の減少 – ポンプの故障, バルブの故障, または吸気の詰まり
- 冷却液の漏れ – 配管の腐食やガスケットの破損によりシステム容量が低下する
シールシステムの故障 (10-15%)
- シャフトシールの劣化 – 着る, エージング, または損傷によりオイルシステムに水が浸入する可能性があります
- エアシールの故障 – 空冷発電機セクションのシールの損傷
機械的および構造的な問題 (5-10%)
- キャビテーション損傷 – 蒸気泡の崩壊によるランナー表面の浸食
- 振動による亀裂 – 回転または固定部品の疲労亀裂
- 改札ゲート機構の故障 – 流量制御に影響を及ぼす焼き付きまたは位置ずれ
6. タービンの温度異常はなぜ起こるのか?
水力タービンの温度変動 熱バランスに影響を与えるさまざまな相互に関連する要因から生じる:
潤滑システムの劣化
- 油汚れ – 水の浸入, 粒子汚染, または化学的劣化により潤滑特性と熱伝達能力が低下します。
- オイルの流れが不十分 – ポンプの磨耗, フィルターの詰まり, またはシステムの漏れによりベアリングへの供給が減少します
- オイルの老化 – 酸化や熱破壊により粘度や潤滑性能が低下します。
- オイルの仕様が間違っています – 動作温度範囲に対して不適切な粘度グレード
冷却システムの故障
- 熱交換器の効率損失 – スケールの蓄積, 生物学的ファウリング, または沈降により熱伝達が減少します。 30-50%
- 冷却水温度上昇 – 季節による周囲水温の上昇または冷却塔の性能低下
- 冷却液流量の減少 – ポンプ能力の低下, バルブ位置の誤差, または配管の制限
ベアリングの機械的問題
- 摩耗による摩擦の増加 – ベアリング表面の劣化が進行し、消費電力が増加
- 不適切なクリアランス – 取付ミスや熱歪みによる油膜厚への影響
- スラストパッドの荷重アンバランス – 製造公差または熱による反りによりベアリング セグメント全体に不均一な圧力分布が発生する
- ベアリングのミスアライメント – エッジ荷重を引き起こす基礎の沈下または組み立てエラー
動作条件の変化
- 負荷変動 – 急速な電力変化によりベアリングの負荷と発熱が変化する
- 設計外の動作 – 最適効率範囲外のヘッドまたは流れで動作すると、油圧スラスト負荷が増加します
- 過負荷状態 – 定格容量を超えて長期間動作する
環境要因
- 周囲温度の上昇 – 夏の暑さで冷房効果が低下
- 高湿度 – 空冷セクションの熱放散に影響を与える
- 季節による水温の変化 – 熱源水が冷却能力を低下させる 10-20%
7. どのような温度監視技術が利用可能か?
倍数 温度検知技術 を競う 水力タービンの監視 アプリケーション, 困難な水力発電環境において、それぞれに明確な利点と制限があります:

| テクノロジー | 電気的絶縁 | EMIイミュニティ | 耐湿性 | 精度 | タービンの適合性 |
|---|---|---|---|---|---|
| 蛍光光ファイバー | 完成 (>100kV) | 免疫 | たいへん良い | ±0.5~1℃ | たいへん良い |
| プラチナ測温抵抗体 (PT100/PT1000) | 隔離が必要 | 貧しい | 密封されていれば良い | ±0.15~0.3℃ | 適度 |
| 熱電対 (K, J, T) | 隔離が必要 | 貧しい | 適度 | ±1-2°C | 限定 |
| GaAsの (ガリウム砒素) ファイバ | よし | よし | よし | ±2-3°C | 適度 |
| ファイバーブラッググレーティング (FBGの) | よし | よし | よし | ±1-2°C | 適度 |
| 赤外 (非接触) | 完成 | 影響を受けない | 影響を受けない | ±2~5℃ | 表面のみ |
白金測温抵抗体 (RTDの)
PT100 および PT1000 RTD 産業用途で優れた精度と安定性を提供します. しかし, で 水力タービン 環境, 彼らは重大な課題に直面している. 金属製の感知素子とリード線は、発電機の巨大な磁場やスイッチング過渡現象による電磁干渉の影響を受けやすくなっています。. タービン部品と地面の間の高いコモンモード電圧 (多くの場合数千ボルト) 複雑な絶縁アンプまたはバリアが必要. 接続端子への水分の浸入は抵抗値の誤差や腐食の原因となります. 回転部品への取り付けにはスリップリングが必要です, さらなる複雑さとメンテナンスの導入.
熱電対
熱電対センサー 測定接点と基準接点の間の温度差に比例したミリボルト信号を生成します. RTD と同様, 熱電対 電気ノイズの多い水力発電環境では EMI の影響を受けやすい. 低レベル信号 (マイクロボルト/度) 特に電磁ピックアップに弱い, 広範囲のシールドとツイストペア配線が必要. 接続点の湿気により寄生熱起電圧が発生し、測定誤差が発生する. 基準接点補償が複雑になる, 特に周囲温度が大きく変化する場合.
ガリウム砒素 (GaAsの) 光ファイバーセンサー
GaAs温度センサー ガリウムヒ素半導体材料の温度依存性バンドギャップ吸収端を利用する. GaAs結晶を通る光の透過率は温度によって変化します, 光学測定を可能にする. 電気的絶縁を提供しながら, GaAsセンサー 制限がある: 精度が低い (±2-3°C), 狭い温度範囲 (通常 -40°C ~ +150°C), 光パワーの変動に対する感度, 応答時間が比較的遅い. 半導体接合は温度が上昇すると時間の経過とともに劣化する可能性があります, 長期的な安定性に影響を与える.
ファイバーブラッググレーティング (FBGの) センサー
FBG温度センサー 光ファイバーに刻まれた周期的な屈折率変化に基づく波長エンコードされた測定を使用する. 温度変化により反射波長が変化する. FBG技術 単一ファイバー上でのマルチセンサー多重化やデュアルパラメーター測定など、いくつかの利点を提供します。 (温度とひずみを同時に). しかし, FBGシステム 正確な波長測定機能を備えた高価なインテロゲータが必要, システムコストが従来に比べて 2 ~ 3 倍増加します 蛍光光ファイバー ソリューション. 振動や設置応力による機械的歪みと温度測定の相互作用, 慎重な隔離が必要. 長期的な波長安定性は、特定の環境における紫外線暴露や水素の侵入によって影響を受ける可能性があります.
赤外線温度測定
赤外線温度測定 表面から放出される熱放射を検出します. 非接触測定と完全な電気的絶縁を実現しながら, 赤外線センサー 表面温度のみを測定する, 重要なモニタリングが必要なベアリング内部温度ではありません. 精度は正確な放射率の知識に依存します, 表面状態により異なります, 酸化, そして汚染. 見通し線の要件と蒸気による干渉, オイルミスト, または水噴霧制限の適用範囲 タービンベアリング 環境. アクセス可能な表面と内部の臨界点の間の温度勾配は 20 ~ 30°C を超える場合があります, 診断値を下げる.
8. タービン監視に蛍光光ファイバーセンサーを選ぶ理由?

蛍光光ファイバー温度センサー 特有の課題に対処する比類のないパフォーマンスを提供します。 水力タービン発電機 高電圧での監視, 高EMI, 高温多湿な環境.
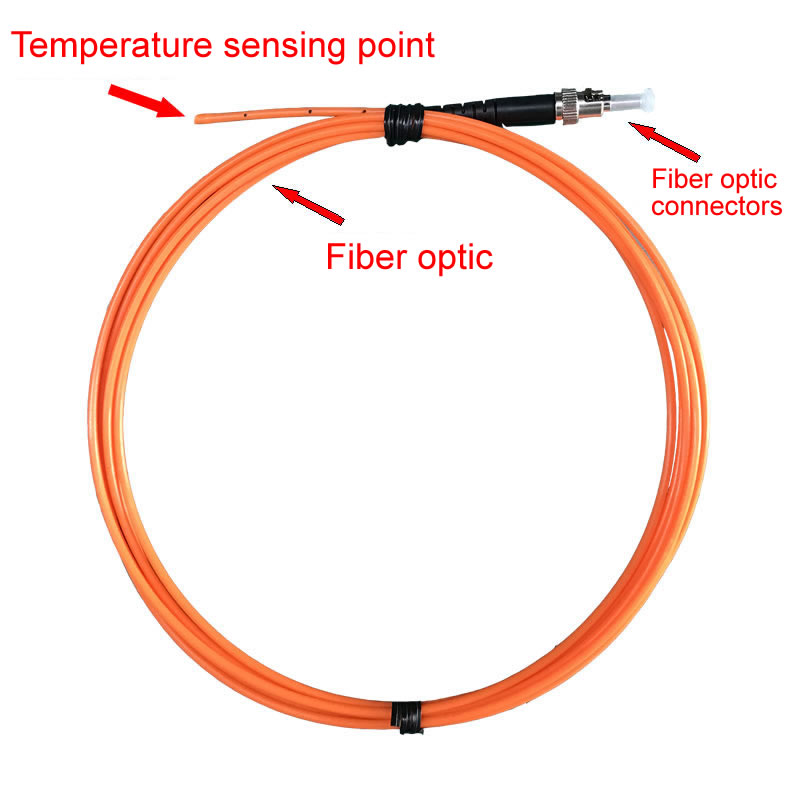
蛍光光ファイバーの測定原理
センサープローブには、センサープローブを透過した青色 LED 光によって励起されると蛍光を発する希土類蛍光体材料が含まれています。 光ファイバー. 温度により、励起パルス終了後の蛍光減衰時定数がマイクロ秒からミリ秒に変化します. ザ 光ファイバー温度トランスミッター 光子計数またはデジタル信号処理技術を使用して、この減衰時間を正確に測定します, ±0.5~1℃の精度で校正温度に変換します. この時間領域測定は本質的に光パワーの変動の影響を受けません。, ファイバーの曲げ損失, コネクタの減衰, およびプローブの劣化 - 強度ベースの測定に影響を与える要因.
優れた高電圧電気絶縁
光ファイバー 純粋なシリカガラスまたは特殊なポリマーで構築されており、完全な誘電絶縁を実現します。. とは異なり GaAsの 又は FBGセンサー 優れた分離を提供する, 蛍光光ファイバーセンサー センサープローブとトランスミッター電子機器間で100kVを超える優れた電圧スタンドオフ能力を実現. これは重要です 水力発電機 固定子巻線が 13.8 ~ 25kV で動作する場合 (以上), スイッチングまたは落雷時の過渡過電圧は 50 ~ 100kV に達する可能性があります。. 発電機電位の測定コンポーネントと接地電位の監視機器の間には電気経路がまったくありません。, グランドループの可能性を排除します, コモンモード干渉, または安全上の危険.
環境では、 PT100センサー 沿面距離が 50mm を超える、10kV+ 定格の高価な絶縁バリアが必要, 蛍光光ファイバーセンサー 追加のコンポーネントを必要とせず、光ファイバー自体の固有の特性だけで優れた絶縁を実現します。, 劣化なし, メンテナンスなし.
完全な電磁干渉耐性
光信号伝送は基本的に電磁界の影響を受けません。, 電気センサーとは異なります. 水力発電機 強力な磁場を作り出す (1-2 エアギャップのテスラ) 高電流スイッチングによる電気ノイズ, 電圧調整, および励起システム. 蛍光光ファイバーセンサー この極端な EMI 環境でも劣化することなく動作します. シールドなし, 接地, フィルタリング, またはツイストペア配線が必要です. 設置経路には電磁的制約がありません。ファイバーは電源ケーブルと平行に配線できます。, 磁力線を横切る, または、電気センサーが完全に無効になるような深刻な EMI が発生する領域を通過する.
優れた耐湿性と耐薬品性
水力発電環境 高い湿度を組み合わせる (頻繁 95-100% タービンピット内), 水スプレー, 結露, メンテナンス中またはシールの故障中に時々浸水する場合があります. 蛍光光ファイバーセンサー プローブチップとコネクタが適切に密閉されているため、電気センサーを悩ませる湿気関連の故障の影響を完全に受けません。. シリカ 光ファイバー 水に対して化学的に不活性です, 油, ほとんどの酸, 基地, で遭遇する溶媒と タービン潤滑 および冷却システム. 金属部品がないため腐食の心配がありません。. メンテナンス中にセンサーを一時的に水没させても、損傷や校正のずれは発生しません.
コンパクトなサイズでクリティカルなアクセスを実現
直径1~3mmのセンサープローブと柔軟な 光ファイバーケーブル 屋内の限られたスペースへの設置を可能にする ベアリングアセンブリ, 回転軸表面に (スリップリング光カプラ経由), に埋め込まれている スラストベアリングパッド, または、狭い油路に配置 - 電線管と接続箱の要件を備えた大型の電気センサーがアクセスできない場所.
1 本のファイバーで 1 つの特定のホットスポットを測定
とは異なり FBGシステム 1本のファイバー上に複数のセンサーを多重化する (複雑さと潜在的なクロストークの導入), 蛍光光ファイバーアーキテクチャ 専用の光ファイバーを使用 - 1 本の光ファイバー ケーブルが 1 つの特定の温度点を測定する 1 つのセンサー プローブに接続されます。. これにより最高の信頼性が得られます (1 つのファイバ障害は 1 つの測定点にのみ影響します, センシングアレイ全体ではない) 多重化クロストークや波長干渉の問題を排除します。. 多点監視 複数の独立したファイバー チャネルを送信機に接続することで実現されます。, 各チャンネルは絶縁を提供します, 専用センサー位置での干渉のない測定.
カスタマイズ可能な光ファイバー送信モジュール
光ファイバー温度トランスミッター モジュール構成で入手可能です。 1 宛先 64 チャンネル, 各チャンネルは 1 つのセンサー専用です. システムはアプリケーション要件に合わせて正確に構成でき、単一のチャネルに 8 チャネル スラストベアリング パッド8枚付き, 32 1 つの完全な発電機ユニットを包括的に監視するためのチャネル, 又は 64 デュアルユニット設置用のチャンネル. モジュール式アーキテクチャにより、監視ニーズの増大に応じて簡単に拡張できます, 通信インターフェースのカスタマイズ (Modbus RTU/TCP, プロフィネット, イーサネット/IP, DNP3の), 警報リレー構成, 既存のものと一致するアナログ出力スケーリング SCADAシステム および分散制御システム.
長期的な安定性と信頼性
蛍光光ファイバーセンサー 卓越した長期校正安定性を実証 - 20 年以上ドリフトなし. 蛍光減衰時間測定は基本的に安定しています, 経年変化や暴露によって劣化しない蛍光体材料の量子力学的プロセスによって決定される. これとは対照的です RTDセンサー 汚れや機械的ストレスによりドリフトする可能性がある, 熱電対 酸化と熱電の不均一性の影響を受ける, そして GaAsセンサー 半導体接合部が劣化する可能性がある. 工場出荷時の校正はセンサーの寿命を通じて正確さを維持します, コストのかかる再調整プログラムの排除.
9. タービン温度監視システムの構成方法?
包括的な 水力タービンの温度監視 重要な熱測定ポイントへの戦略的なセンサーの配置と、適切にスケールされたデータ収集アーキテクチャが必要です.
重要な温度測定場所
スラストベアリングの温度監視
ザ スラストベアリング は最も優先度の高い監視場所を表します. 大きい フランシスタービン 通常雇用する 8-16 セグメント化された スラストベアリングパッド 円形パターンで配置された. 包括的な監視インストール 1-2 光ファイバーセンサー パッドあたり, 最高温度が発生する後縁近くのバビット金属表面に配置. 12パッドベアリングの場合, これには必要です 12-24 スラストベアリングの監視のみに特化したセンサー.
- 個別のパッド表面温度 – 12-24 センサー (1-2 パッドあたり 8-16 パッドベアリング)
- 油膜入口温度 – 1 ベアリングアセンブリに入るオイルを測定するセンサー
- 油膜出口温度 – 1 ベアリングから出るオイルを測定するセンサー (温度上昇は電力損失を示します)
- レベリングプレートまたはバッキング構造の温度 – 2-4 支持構造への熱伝達を評価するセンサー
ガイドベアリングのモニタリング
それぞれ ガイドベアリング 位置ずれや不均一な摩耗による局所的なホットスポットを検出するには、マルチポイントのカバレッジが必要です:
- アッパーガイドベアリング – 4-6 センサーは円周上に90°または60°の間隔で配置されています, バビット表面温度の測定
- ロアガイドベアリング – 4-6 同様のパターンのセンサー
- タービンガイドベアリング – 4-6 油圧負荷が最も高いランナー付近のセンサー
- オイルの入口と出口の温度 – 2 ベアリングごとのセンサー (6 ガイドベアリング3個の合計)
潤滑システムの温度
- 油溜め温度 – 1-2 さまざまな深さのセンサーで層別を評価
- オイルクーラー入口温度 – 1 熱交換器前のセンサー
- オイルクーラー出口温度 – 1 熱交換器後のセンサー (違いはクーラーの効果を示します)
- フィルター温度差 – 流量制限を検出するフィルタの前後にオプションのセンサー
冷却水システムの温度
- 冷却水入口温度 – 1 源泉水温を計測するセンサー
- 冷却水出口温度 – 1 吐出温度を測定するセンサー
- 熱交換器のシェル温度 – 2-4 熱性能を評価するセンサー
発電機コンポーネントの温度
- 固定子巻線温度 – 6-12 最も高温の相のステーターコイルにセンサーが埋め込まれています
- ステータコア温度 – 4-6 ラミネートホットスポットを監視するセンサー
- ローター巻線または極の温度 – 2-4 センサー (回転測定用のスリップリング光カプラを介した取り付け)
- エアギャップまたは水素冷却ガスの温度 – 4-8 冷却ガス流中のセンサー
ユニットサイズごとの一般的なセンサー数
- 100-300 MWタービン発電機 – 30-50 温度測定ポイント
- 300-700 MWタービン発電機 – 50-80 温度測定ポイント
- 700+ MWタービン発電機 – 80-120+ 温度測定ポイント
システムアーキテクチャ設計
センサー層
蛍光光ファイバー温度プローブ 各測定点に熱エポキシ接着剤を使用して設置, メカニカルクランプ, または埋め込み設置. 各センサーは専用の 1 つを介して接続します 光ファイバーケーブル 送信機の場所にルーティングされる.
データ取得層
光ファイバー温度トランスミッター モジュール構成の場合 (32-大型タービンではチャネルまたは 64 チャネルのユニットが最も一般的です) 光信号を校正された温度測定値に変換します. 各チャンネルは 1 つの専用センサーを測定します. 送信機は、発電機の近くまたは発電所の制御室にある温度調節された計器キャビネットに取り付けられます。.
通信および統合層
業界標準の通信プロトコルにより、既存の通信プロトコルとのシームレスな統合が可能になります。 発電所制御システム:
- Modbus RTU/TCP – タービン監視統合に最も一般的
- DNP3の – SCADA統合のため、北米の公共事業アプリケーションで好まれています
- プロフィネット – ヨーロッパの設備およびシーメンスの制御システムで一般的
- イーサネット/IP – Allen-Bradley および Rockwell Automation 環境
- IECの 61850 – 発電機保護のために変電所自動化プロトコルの採用が増加
- アナログ出力 (4-20mA) – 従来の DCS またはチャートレコーダーへの直接接続
- リレー接点 – ハードワイヤードアラーム報知およびインターロック機能
アプリケーションソフトウェア層
専門化された タービン監視ソフトウェア または既存のものへの統合 SCADA/DCS プラットフォーム リアルタイムの視覚化を提供します, トレンド, アラーム管理, データロギング, および予測分析.
10. タービン温度監視の実装方法?
成功 水力タービン監視システム 導入は構造化された実装プロセスに従って行われます:
段階 1: システムの企画・設計
- タービンの種類に基づいて重要な監視場所を特定する熱リスク評価を実施する, サイズ, 動作履歴, および故障モード
- ベアリングの構成と監視の目的に基づいてセンサーの数量と配置を決定します
- 適切なものを選択してください 光ファイバー送信機 既存の制御システムと互換性のあるチャネル数と通信インターフェース
- 機械的干渉を回避し、適切な保護を維持するようにファイバー ケーブルの配線経路を計画します。
段階 2: 設備調達
- 特定 蛍光光ファイバーセンサー 適切な温度範囲で, プローブの寸法, とケーブルの長さ
- カスタマイズされた注文 光ファイバー送信モジュール 特定のチャネル数に合わせて構成, プロトコル, およびアラーム要件
- 熱接着剤などの取り付けアクセサリを購入する, 繊維保護スリーブ, および取り付け金具
段階 3: 計画停電中のインストール
- センサーの取り付け面を徹底的に掃除します
- 動作環境向けに定格された高温熱接着剤を使用してセンサー プローブを取り付けます。
- ルート 光ファイバーケーブル 保護導管またはケーブルトレイを通って送信機の位置まで
- 送信機でファイバーを終端する, 各チャンネルに明確なラベルを付ける
- 温度調節されたエンクロージャに送信機を設置します
- 通信配線と電源を接続します
段階 4: システムのコミッショニング
- Verify all channels display plausible temperatures
- Configure transmitter parameters and alarm thresholds
- Integrate with SCADA/DCS system and verify data communication
- Operate turbine across load range to establish baseline temperature profiles
- Adjust alarm setpoints based on observed normal operating temperatures
- Document installation details, チャンネルの割り当て, and configuration settings
11. 温度監視データはどのように適用されるのか?
Turbine temperature data enables multiple operational improvements and maintenance optimizations:
Real-Time Condition Monitoring
- Continuous display of all bearing and system temperatures with status indication
- Trend visualization showing temperature evolution during load changes, startups, and shutdowns
- Automated alarm annunciation when temperatures exceed warning or critical thresholds
- Comparison of temperatures across multiple bearings or bearing pads to identify abnormal patterns
Diagnostic Fault Analysis
Bearing Failure Patterns
- Single thrust pad overheating – Indicates pad cracking, babbitt delamination, or uneven load distribution requiring bearing inspection
- Gradual temperature increase across all thrust pads – Suggests lubrication degradation, 冷却システムの劣化, or increasing thrust load
- Asymmetric guide bearing temperatures – Points to shaft misalignment, unbalanced magnetic pull, or bearing wear patterns
- Increasing pad-to-pad temperature variation – Early indicator of thrust bearing leveling problems
Lubrication System Issues
- High bearing temperature with normal oil inlet temperature – Insufficient oil flow rate to bearing
- Elevated oil reservoir temperature – Cooling system capacity inadequate or heat exchanger fouled
- Large temperature rise across bearing (inlet to outlet) – Excessive friction indicating bearing distress
Cooling System Performance
- Reduced temperature differential across oil cooler – Heat exchanger fouling or cooling water flow reduction
- Elevated cooling water outlet temperature – Insufficient water flow or elevated source water temperature
予知保全戦略
- 傾向分析 – Gradually increasing temperatures over weeks to months indicate progressive bearing wear, 潤滑劣化, or cooling system fouling, enabling planned maintenance before failure
- 負荷相関 – Comparing temperature response to load changes across time identifies degradation patterns (increasing temperature at same load indicates deteriorating condition)
- Thermal cycling assessment – Monitoring temperature ranges during start-stop cycles quantifies fatigue accumulation for remaining life estimation
- Condition-based maintenance scheduling – Triggering inspections or component replacement based on actual thermal condition rather than fixed time intervals
運用の最適化
- Load capacity verification – Confirming adequate thermal margin exists for increased generation during peak demand periods
- Efficiency optimization – Operating at loads and heads producing minimum bearing temperatures (lowest friction losses)
- 季節調整 – Modifying cooling system operation based on ambient water temperature changes
12. 水力タービン監視アプリケーションのケーススタディ
ケーススタディー 1: 700 MW Francis Turbine Thrust Bearing Failure Prevention
位置: Large hydroelectric facility in Pacific Northwest, 米国
装置: 700 MW Francis turbine generator with 12-segment thrust bearing
問題: Unit experienced unexpected bearing temperature alarm during high-load operation, requiring emergency shutdown and costing $850,000 in lost generation during 72-hour outage for inspection
ソリューションの実装: Installed comprehensive 光ファイバー温度監視システム で 24 センサー (2 per thrust pad) プラス 8 additional sensors on guide bearings and lubrication system. 32-チャネル 光ファイバー送信機 integrated with powerhouse SCADA via Modbus TCPの.
業績: Six months post-installation, monitoring detected 8°C temperature rise on one thrust pad over a 6-hour period during routine operation. Operators implemented controlled load reduction and shutdown. Inspection revealed a developing crack in the pad’s babbitt layer—caught early before complete failure. Repair completed during planned 24-hour outage versus potential 5-7 day emergency repair. System has since prevented two additional bearing failures through early detection, with estimated cost avoidance exceeding $2.5 million over three years. Unit availability improved from 94.2% 宛先 98.7%.
ケーススタディー 2: Pumped Storage Facility Multi-Unit Monitoring
位置: 2,400 MW pumped storage station, eastern United States
構成: Six 400 MW reversible ポンプタービン
チャレンジ: Bearing failures occurring during transition between generating and pumping modes due to rapid thrust load reversals and thermal transients
実装: Deployed centralized 温度監視システム with 64-channel 光ファイバー送信機 (one per two units), 合計する 192 measurement points across six units. Sensors monitor thrust bearings, guide bearings, and pump bearings with emphasis on transition-critical locations. System integrated with unit control systems to enable automated response during mode changes.
結果: Thermal profiles during generating-to-pumping transitions revealed previously unknown temperature spikes reaching 95°C on specific thrust pads—explaining historical bearing degradation patterns. Control system modifications now implement controlled transition ramp rates when temperatures exceed 80°C, eliminating thermal shock damage. Bearing replacement intervals extended from 18-24 months から 36-48 月, reducing annual maintenance costs by $1.2 million across the facility. Zero bearing failures in 4+ years post-installation versus 2-3 failures annually previously.
ケーススタディー 3: Aging Turbine Reliability Upgrade
位置: 1950s-era hydroelectric facility, 4×125 MW units, カナダ
Situation: Original PT100 RTDの monitoring system experiencing frequent failures from moisture ingress and EMI, providing unreliable data leading to both false alarms and missed fault conditions
レトロフィットソリューション: Complete replacement with 蛍光光ファイバーモニタリング—48 sensors per unit (16 スラストベアリング, 12 ガイドベアリング, 8 lubrication system, 12 発電機のコンポーネント) 合計する 192 sensors across four units. Two 64-channel transmitters centrally located in dry control room, connected to existing GE Mark VI turbine control system.
達成されるメリット: Elimination of all moisture and EMI-related sensor failures—system reliability improved from 76% (old RTD system) 宛先 99.8%. Detection of cooling water heat exchanger fouling 3 weeks before critical temperature would have forced unit shutdown, enabling maintenance during planned low-demand period. Identification of thrust bearing load imbalance on Unit 3 through pad temperature variation analysis, corrected during scheduled outage preventing $500,000+ bearing replacement. Plant management reports monitoring system paid for itself within 18 months through avoided failures and optimized maintenance scheduling.
13. Frequently Asked Questions About Hydro Turbine Temperature Monitoring
質問1: Why are thrust bearings in hydro turbines most prone to temperature-related failures?
ある: Thrust bearings support extreme axial loads—often 2,000-5,000 tons in large units—on oil films just 50-150 ミクロンの厚さ. The combination of high loads and high speeds generates substantial frictional heat. Any reduction in lubrication effectiveness, load imbalance across bearing pads, or cooling system degradation immediately manifests as temperature rise. The large surface area and segmented pad design create potential for uneven temperature distribution, where one pad can overheat while others remain normal. This makes multi-point monitoring essential rather than single-point measurement that might miss localized failures.
質問2: How many temperature sensors are typically required for a large hydro turbine generator?
ある: Sensor count scales with unit size and monitoring objectives. Minimum effective monitoring for a large unit requires 20-30 sensors covering critical thrust bearing pads (1 パッドあたり), guide bearings (2-3 per bearing), and key lubrication system points. 包括的な監視 のために 500-700 MW units typically employs 50-80 sensors including multiple sensors per thrust pad, full guide bearing coverage, generator component monitoring, and complete lubrication/cooling system instrumentation. The most critical factor is ensuring adequate thrust bearing coverage—this single component represents the highest failure risk and economic impact.
質問3: How do fluorescent fiber optic sensors achieve electrical isolation in high-voltage generator environments?
ある: ザ 光ファイバー itself—constructed from pure silica glass or polymer—is a perfect electrical insulator. 温度情報は光パルスとして伝達されます, 電流ではありません. There is absolutely no conductive path between the sensor probe (which may contact components at generator voltage potential of 13.8-25kV or higher) そして送信機の電子機器 (接地電位で). This inherent dielectric isolation exceeds 100kV without requiring any isolation transformers, barriers, or optical isolators that can degrade or fail. Unlike electrical sensors requiring complex and expensive isolation circuits, 蛍光光ファイバーセンサー achieve superior isolation through the fundamental properties of optical transmission.
質問4: What are appropriate temperature alarm thresholds for hydro turbine bearings?
ある: Alarm levels should be established based on manufacturer specifications, bearing type, and observed normal operating temperatures. Typical thrust bearing thresholds: Warning at 60-65°C (indicating attention needed), High alarm at 70-75°C (requiring load reduction or enhanced cooling), Critical alarm at 80-85°C (mandating immediate controlled shutdown). Guide bearing thresholds are typically 5-10°C lower due to lighter loading. Differential alarms detecting pad-to-pad temperature variations exceeding 5-8°C are equally important for identifying load imbalances. Alarm levels should be adjusted based on ambient temperatures and seasonal variations—higher in summer when cooling water temperatures increase.
Q5: Can turbine temperature monitoring integrate with existing plant control and SCADA systems?
ある: はい, comprehensive integration is standard practice. 光ファイバー温度トランスミッター support all major industrial communication protocols including Modbus RTU/TCP (最も一般的な), DNP3の (実用規格), プロフィネット, イーサネット/IP, そして IECの 61850. Temperature data integrates directly into turbine governor controls, generator protection relays, and powerhouse SCADA systems. This enables automated protective actions (負荷軽減, enhanced cooling activation, controlled shutdown sequences) and centralized monitoring across multiple generating units. Legacy systems without network connectivity can use 4-20mA analog outputs or relay contacts for alarm annunciation.
Q6: Where should temperature sensors be installed on thrust bearings for maximum effectiveness?
ある: 最適 スラストベアリング sensor placement positions probes on the babbitt metal surface of each bearing pad, typically near the trailing edge where maximum film temperatures develop. For bearings with 8-16 pads, インストールする 1-2 sensors per pad provides comprehensive coverage. The trailing edge location (where oil exits the convergent oil film wedge) experiences highest temperatures, これが最も重要な監視ポイントになります. ベアリングバッキングプレートまたはレベリング機構上の追加センサーが熱伝達効率を評価します. オイルの入口と出口の温度センサーにより、熱プロファイルが完成します, 温度上昇は総電力損失を示します.
Q7: 負荷の変化による通常の温度上昇と、故障を示す異常な温度上昇をどのように区別しますか??
ある: 通常の負荷に関連した温度上昇 すべてのベアリングパッドに比例して発生します, MW出力または油圧推力と直接相関します, 予測可能なレベルで安定します 30-60 分. 異常な温度上昇 特徴的なパターンを示す: 1 つまたは少数のスラスト パッドのみに影響を与える (全部ではない), 負荷が安定しても上昇を続ける, 負荷の変化に不釣り合いな温度上昇を示す, or occurring during steady-state operation with no load variation. Advanced monitoring systems maintain load-temperature correlation models developed from historical operation, triggering alarms when measured temperatures deviate from expected values for current operating conditions. Temperature rise rates also differ—normal load increases produce gradual 0.1-0.3°C/minute rises, while developing failures often show 0.5-2°C/minute rates.
Q8: How does fiber optic sensor performance compare to traditional RTD and thermocouple technologies in hydroelectric environments?
ある: 蛍光光ファイバーセンサー dramatically outperform electrical sensors in 水力タービン アプリケーション. 信頼性: Fiber optic systems achieve >99.5% uptime versus 75-85% for RTD systems plagued by moisture failures and EMI issues. メンテナンス: Fiber optic sensors require zero calibration or replacement over 20+ 年の寿命, while RTDs typically need replacement every 5-7 years and periodic calibration. インストール: Fiber routing has no EMI or grounding constraints, while RTD wiring requires careful shielding, 接地, and isolation—often doubling installation labor. 安全性: Fiber optic provides inherent high-voltage isolation, while RTDs create potential ground fault paths and require expensive isolation barriers. The higher initial cost of fiber optic systems (通常 30-50% more than RTD systems) is recovered within 2-3 years through elimination of failure-related costs and maintenance savings.
Q9: 1 つの光ファイバー送信機でサポートできるセンサーの数は何個ですか, and how is this different from other fiber technologies?
ある: 蛍光光ファイバー送信機 で利用可能です 1, 4, 8, 16, 32, および 64 チャンネル構成. 各チャネルは、1 つの個別のセンサーを介して 1 つの専用センサーに接続します。 光ファイバーケーブル, 特定の温度点を測定する. This differs fundamentally from ファイバーブラッググレーティング (FBGの) systems where multiple sensors multiplex on a single fiber using wavelength division. The dedicated fiber architecture provides higher reliability (one fiber fault affects only one measurement, not an array), eliminates wavelength crosstalk, and requires less complex electronics. 大型用 turbine monitoring, a 64-channel transmitter can monitor one complete 700MW unit (スラストベアリング, guide bearings, lubrication system, 発電機のコンポーネント) or provide partial coverage for multiple smaller units.
Q10: Can fiber optic monitoring systems be retrofitted into existing older hydroelectric facilities?
ある: はい, 光ファイバー温度監視 is ideal for retrofitting aging installations. The small sensor size enables installation in confined spaces of older bearing designs, the flexible fiber routing adapts to existing cable trays and conduits, and no electrical modifications are required—avoiding extensive rewiring of 40-60 year old electrical systems. Retrofit installations typically occur during scheduled major overhauls or generator rewinds. Many facilities replace unreliable aging RTD systems with fiber optic technology, simultaneously upgrading from 10-15 measurement points to 40-80 comprehensive monitoring points. The complete electrical isolation eliminates ground loop and EMI problems that plague electrical sensors in older facilities with less sophisticated grounding systems. Implementation during planned outages typically requires 3-5 days for complete system installation and commissioning.
Get Your Custom Hydro Turbine Temperature Monitoring Solution
Contact Our Hydroelectric Monitoring Specialists to Receive:
- カスタマイズされた 温度監視システムの設計 for your specific turbine configuration and unit size
- Detailed sensor placement drawings optimized for your bearing geometry
- Complete system specifications including 光ファイバーセンサー, トランスミッタ, および統合要件
- Comprehensive technical proposal and detailed quotation
- On-site installation support, コミッショニングサービス, およびオペレータートレーニング
Professional Engineering Services Include:
- Free application consultation and thermal risk assessment
- Turbine bearing monitoring system layout and sensor count optimization
- Integration design for existing DCS, スカダ, and turbine control systems
- Factory testing and calibration verification before shipment
- Installation supervision and system commissioning
- Comprehensive training for operations and maintenance personnel
- Long-term technical support and predictive maintenance consulting
Protect your critical hydroelectric assets and maximize generation availability with proven fluorescent fiber optic temperature monitoring technology. Contact us today for a solution engineered specifically for your facility’s requirements.
Serving major hydroelectric facilities across North America including operators of Francis turbines, カプランタービン, ペルトン車輪, pumped storage installations, and aging facility retrofit projects.

光ファイバー温度センサ, インテリジェント監視システム, 中国の分散型光ファイバーメーカー
 |
 |
 |