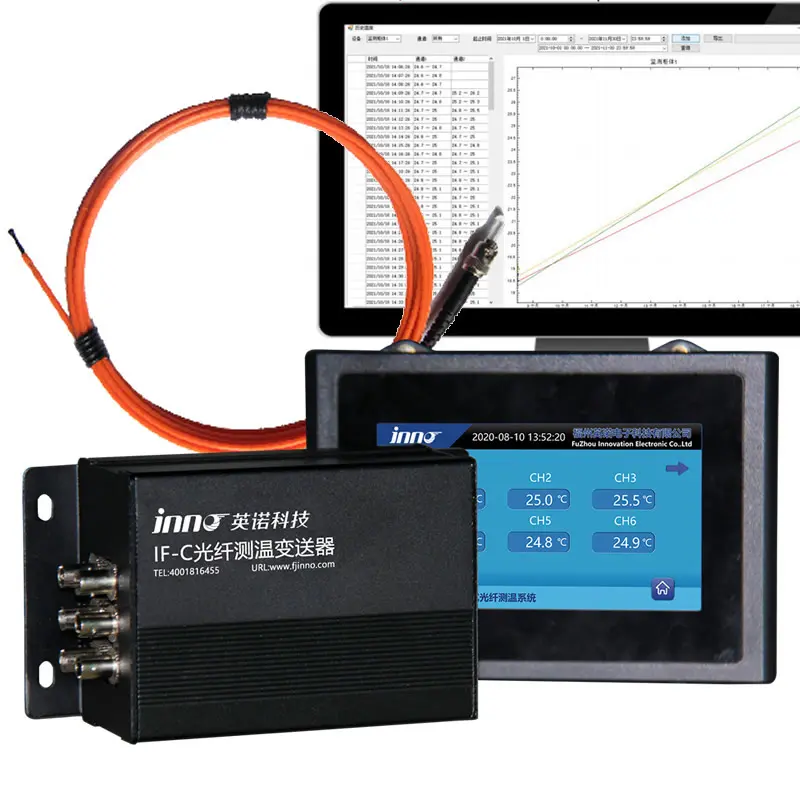
 INNO เซ็นเซอร์วัดอุณหภูมิใยแก้วนำแสง ,ระบบตรวจสอบอุณหภูมิ.
INNO เซ็นเซอร์วัดอุณหภูมิใยแก้วนำแสง ,ระบบตรวจสอบอุณหภูมิ.
การตรวจสอบอุณหภูมิแบบเรียลไทม์ในระบบอัตโนมัติทางอุตสาหกรรมมีความต่อเนื่อง, การวัดและการส่งข้อมูลอุณหภูมิทันทีจากจุดกระบวนการวิกฤต รวมถึงมอเตอร์ด้วย, หม้อแปลงไฟฟ้า, สวิตช์เกียร์, เครื่องปฏิกรณ์, เตาหลอม, และสายการผลิต — ช่วยให้ระบบควบคุมอัตโนมัติและผู้ปฏิบัติงานสามารถตรวจจับความผิดปกติของความร้อนและตอบสนองได้ภายในไม่กี่วินาที แทนที่จะใช้เวลาเป็นชั่วโมงหรือเป็นวัน.
สถาปัตยกรรมระบบผสมผสานเซ็นเซอร์อุณหภูมิที่แม่นยำ, ฮาร์ดแวร์ปรับสภาพสัญญาณ, อินเทอร์เฟซการสื่อสารทางอุตสาหกรรม, และแพลตฟอร์มการควบคุมดูแลเพื่อให้มองเห็นความร้อนได้อย่างต่อเนื่องทั่วทั้งสภาพแวดล้อมการผลิตทั้งหมด.
สำคัญอย่างยิ่งในการป้องกันความล้มเหลวของอุปกรณ์, เพิ่มประสิทธิภาพการใช้พลังงานสูงสุด, และมั่นใจในคุณภาพของผลิตภัณฑ์, การตรวจสอบอุณหภูมิแบบเรียลไทม์ เป็นองค์ประกอบพื้นฐานของระบบอัตโนมัติทางอุตสาหกรรมสมัยใหม่ ตั้งแต่การผลิตแบบแยกส่วนไปจนถึงอุตสาหกรรมที่มีกระบวนการต่อเนื่อง.
เทคโนโลยีการตรวจจับขั้นสูง, เช่น เซนเซอร์วัดอุณหภูมิใยแก้วนำแสงเรืองแสง, deliver high-accuracy, ไม่ต้องบำรุงรักษา, EMI-immune real-time measurement at multiple points simultaneously — meeting the demanding requirements of high-voltage, อุณหภูมิสูง, and electrically noisy industrial environments.
Real-time temperature data supports automated alarm triggering, protective equipment shutdown, cooling system regulation, process parameter optimization, and predictive maintenance analytics essential for operational reliability and safety compliance.
Industrial Fiber Optic Real-Time Temperature Monitoring System
อีเมล: เว็บ@fjinno.net
วอทส์แอพพ์: +8613599070393
สารบัญ
- What Is Real-Time Temperature Monitoring?
- Why Real-Time Monitoring Is Superior to Periodic Measurement
- How Real-Time Temperature Monitoring Works: สถาปัตยกรรมระบบ
- Key Industrial Applications for Real-Time Temperature Monitoring
- Sensor Technologies: Fiber Optic vs RTD vs Thermocouple vs Infrared
- Communication Protocols and SCADA/PLC Integration
- How to Choose a Real-Time Temperature Monitoring System for Industrial Automation
- Real-Time Temperature Monitoring: ปัญหาและแนวทางแก้ไขทั่วไป
- Relevant International Standards for Industrial Temperature Monitoring
- กรณีการใช้งานจริง
- Benefits of Real-Time Temperature Analytics for Industrial Operations
- Future Trends in Real-Time Industrial Temperature Monitoring
- คำถามที่พบบ่อย: Real-Time Temperature Monitoring in Industrial Automation
What Is Real-Time Temperature Monitoring?

คำนิยาม
Real-time temperature monitoring refers to the continuous acquisition, การแพร่เชื้อ, and display of temperature measurements from industrial process points with minimal latency — typically less than 1 second from physical measurement to digital readout. Unlike periodic or manual measurement, real-time monitoring operates 24/7 without interruption, providing a constant stream of thermal data that reflects the actual operating condition of equipment and processes at every moment.
Why It Matters in Industrial Automation
Industrial processes generate, consume, and are affected by heat in ways that directly determine product quality, equipment lifespan, การใช้พลังงาน, และความปลอดภัย. A temperature deviation of just a few degrees can cause metallurgical defects in a steel mill, degrade insulation in a high-voltage transformer, trigger thermal runaway in a chemical reactor, or reduce yield in a semiconductor fabrication process. Real-time monitoring provides the continuous thermal visibility that automated control systems require to maintain precise operating conditions and to detect — and respond to — abnormal conditions before they escalate into equipment damage, เหตุการณ์ด้านความปลอดภัย, or production losses.
Core Components of a Real-Time Monitoring System
A complete real-time industrial temperature monitoring system consists of four core elements: temperature sensing elements (หัววัดไฟเบอร์ออปติก, RTD, เทอร์โมคัปเปิ้ล, or infrared sensors) installed at critical measurement points; signal conditioning and demodulation hardware that converts raw sensor signals into calibrated temperature values; อินเทอร์เฟซการสื่อสารทางอุตสาหกรรม (RS485 Modbus RTU, อีเทอร์เน็ต/ไอพี, โปรฟิบัส, or OPC UA) that transmit data to supervisory systems; and a monitoring platform — SCADA, ดีซีเอส, บมจ, or cloud-based analytics — that displays data, manages alarms, logs history, and triggers automated protective actions.
Why Real-Time Monitoring Is Superior to Periodic Measurement

Continuous Visibility vs Snapshot Data
Periodic measurement — whether manual handheld readings, scheduled patrol inspections, or timed data logging — captures only isolated snapshots of the thermal state. Between measurements, temperature excursions can develop, จุดสูงสุด, and cause damage without detection. การตรวจสอบแบบเรียลไทม์ช่วยขจัดช่วงเวลาที่มองไม่เห็นเหล่านี้โดยสิ้นเชิง, ทำให้มั่นใจได้ว่าทุกเหตุการณ์ความร้อนจะถูกบันทึกและประเมินทันทีที่เกิดขึ้น.
เวลาตอบสนอง
ค่าของข้อมูลอุณหภูมิจะเป็นสัดส่วนโดยตรงกับความรวดเร็วในการดำเนินการ. ระบบเรียลไทม์พร้อมการตอบสนองของเซ็นเซอร์ในเสี้ยววินาทีและลอจิกสัญญาณเตือนอัตโนมัติสามารถกระตุ้นการดำเนินการป้องกันได้ เช่น การปิดอุปกรณ์, การเปิดใช้งานการทำความเย็น, การลดภาระ — ภายในไม่กี่วินาทีของเหตุการณ์อุณหภูมิที่ผิดปกติ. การวัดด้วยตนเองหรือการวัดเป็นระยะทำให้เกิดความล่าช้าเป็นนาที, ชั่วโมง, หรือวัน, ในระหว่างนี้ ความผิดปกติที่กำลังพัฒนาสามารถดำเนินไปจากความผิดปกติเล็กน้อยไปสู่ความล้มเหลวที่เป็นหายนะ.
การวิเคราะห์แนวโน้มและการเตือนล่วงหน้า
การตรวจสอบแบบเรียลไทม์จะสร้างอนุกรมเวลาอุณหภูมิต่อเนื่องสำหรับแต่ละจุดการวัด. Automated trend analysis detects gradual changes — a bearing temperature that rises 0.5°C per week, a transformer winding that runs progressively warmer under the same load — that are invisible in periodic spot measurements. These trends provide early warning of developing faults weeks or months before failure occurs, enabling planned maintenance rather than emergency repair.
Automation Integration
Modern industrial automation systems — PLCs, ดีซีเอส, SCADA — require continuous input data to execute closed-loop control. A PLC controlling a furnace zone temperature, a DCS managing a chemical reactor cooling system, or a BMS regulating battery pack thermal management all depend on real-time temperature feedback. การวัดตามระยะเวลาไม่สามารถรองรับการควบคุมแบบวงปิดได้ แต่สามารถรองรับได้เฉพาะการสังเกตและปฏิกิริยาด้วยตนเองเท่านั้น. การตรวจสอบแบบเรียลไทม์ไม่ได้เป็นเพียงการปรับปรุงการวัดเป็นระยะเท่านั้น; มันเป็นข้อกำหนดพื้นฐานของการดำเนินงานทางอุตสาหกรรมแบบอัตโนมัติ.
How Real-Time Temperature Monitoring Works: สถาปัตยกรรมระบบ
เวที 1 — Sensing
มีการติดตั้งเซนเซอร์วัดอุณหภูมิที่หรือใกล้กับจุดตรวจวัด บนขดลวดมอเตอร์, จุดร้อนของหม้อแปลงไฟฟ้า, บัสบาร์สวิตช์เกียร์, ผนังถังปฏิกรณ์, โซนเตา, หรืออุปกรณ์ในสายการผลิต. เซ็นเซอร์แปลงพลังงานความร้อนเป็นสัญญาณที่วัดได้: การเปลี่ยนแปลงของเวลาการสลายตัวของแสงเรืองแสง (ใยแก้วนำแสง), การเปลี่ยนแปลงความต้านทานไฟฟ้า (RTD), การสร้างแรงดันไฟฟ้าที่ทางแยกไบเมทัลลิก (เทอร์โมคัปเปิล), หรือความเข้มของรังสีอินฟราเรด (ไพโรมิเตอร์แบบอินฟราเรด). สำหรับสภาพแวดล้อมที่เป็นอันตรายทางไฟฟ้าหรือ EMI สูง, หัววัดอุณหภูมิแบบไฟเบอร์ออปติก เป็นตัวเลือกที่ต้องการเนื่องจากมีการแยกทางไฟฟ้าอย่างสมบูรณ์และมีภูมิคุ้มกันทางแม่เหล็กไฟฟ้า.
เวที 2 — Signal Conditioning and Demodulation
The raw sensor signal is processed by a dedicated signal conditioning unit or demodulator. สำหรับเซนเซอร์ไฟเบอร์ออปติก, the demodulation unit generates an excitation light pulse, receives the fluorescence response through the optical fiber, measures the decay time with high precision, and converts it to a calibrated temperature value. For electrical sensors (RTD, เทอร์โมคัปเปิล), the conditioning unit amplifies the signal, compensates for lead resistance and cold junction effects, applies linearization, and converts the analog signal to a digital temperature reading.
เวที 3 — Data Transmission
Calibrated temperature data is transmitted from the signal conditioning unit to the supervisory system via industrial communication protocols. The most common protocols in industrial automation include RS485 Modbus RTU for point-to-point and multi-drop connections, Modbus TCP/IP for Ethernet-based networks, PROFIBUS and PROFINET for Siemens-based automation environments, EtherNet/IP for Allen-Bradley and Rockwell systems, and OPC UA for vendor-neutral interoperability. อินโน อุปกรณ์วัดอุณหภูมิใยแก้วนำแสงฟลูออเรสเซนต์ output via RS485 Modbus RTU — the most widely supported protocol across all industrial automation platforms.
เวที 4 — Processing, แสดง, and Action
The supervisory platform — SCADA, ดีซีเอส, บมจ, or cloud-based monitoring system — receives real-time temperature data from all monitoring points. The platform performs several critical functions: live display of all temperatures on HMI screens and dashboards; comparison of each reading against configured alarm and trip thresholds; generation of audible and visual alarms when thresholds are exceeded; automatic triggering of protective actions (equipment shutdown, การเปิดใช้งานการทำความเย็น, load shedding) via PLC or relay outputs; logging of all temperature data and events to a historical database for trend analysis, การรายงานการปฏิบัติตามข้อกำหนด, and predictive maintenance analytics.
Key Industrial Applications for Real-Time Temperature Monitoring
Power Transformers and Distribution Equipment
Power transformers generate heat in windings and core under load. Real-time monitoring of winding hot-spot temperature, อุณหภูมิน้ำมัน, and tap changer contact temperature prevents insulation degradation, detects developing faults, and enables dynamic loading optimization. The same monitoring principle applies to switchgear, ที่ไหน การตรวจสอบอุณหภูมิใยแก้วนำแสงสำหรับสวิตช์เกียร์ detects busbar and contact hotspots caused by loose connections or degraded contacts.
มอเตอร์ไฟฟ้าและเครื่องกำเนิดไฟฟ้า
อุณหภูมิของขดลวดสเตเตอร์, bearing temperature, and cooling air temperature are critical parameters for large industrial motors and generators. Real-time monitoring prevents winding insulation failure — the leading cause of motor breakdown — and enables load optimization based on actual thermal conditions rather than conservative fixed limits.
Chemical and Petrochemical Reactors
Exothermic chemical reactions require precise temperature control to maintain product quality, prevent runaway reactions, and ensure process safety. Real-time multi-point monitoring of reactor vessel temperatures provides the continuous thermal feedback necessary for automated cooling control and safety interlock operation.
Furnaces and Kilns
Industrial furnaces and kilns operate at extreme temperatures requiring continuous monitoring of heating zone temperatures, refractory wall temperatures, and exhaust gas temperatures. Real-time data enables precise zone control for uniform heating, การเพิ่มประสิทธิภาพพลังงาน, และการยืดอายุของวัสดุทนไฟ.
Battery Energy Storage Systems (BESS)
ระบบจัดเก็บแบตเตอรี่ระดับกริดและอุตสาหกรรมจำเป็นต้องมีการตรวจสอบอุณหภูมิภายในแบบเรียลไทม์เพื่อตรวจจับการโจมตีที่เกิดจากความร้อน, จัดการระบบทำความเย็น, และรับรองการปฏิบัติตามมาตรฐานความปลอดภัย. ระบบตรวจสอบอุณหภูมิใยแก้วนำแสง ได้รับการระบุมากขึ้นสำหรับการใช้งาน BESS เนื่องจากโครงสร้างอิเล็กทริก, ซึ่งช่วยลดความเสี่ยงในการลัดวงจรภายในชุดแบตเตอรี่.
การผลิตเซมิคอนดักเตอร์และอิเล็กทรอนิกส์
กระบวนการผลิตเซมิคอนดักเตอร์ - รวมถึงการสะสมไอสารเคมี, etching, และการออกซิเดชั่นจากความร้อน — ต้องมีการควบคุมอุณหภูมิภายใน ±0.5°C หรือเข้มงวดกว่า. การตรวจสอบแบบเรียลไทม์ด้วยเซ็นเซอร์ความแม่นยำสูงช่วยให้มั่นใจถึงความสม่ำเสมอของกระบวนการและเพิ่มประสิทธิภาพผลผลิตในเครื่องมือการผลิตทั้งหมด.
อาหาร, เภสัชกรรม, และการแปรรูปโซ่เย็น
ข้อกำหนดด้านกฎระเบียบเพื่อความปลอดภัยของอาหาร (HACCP), การผลิตยา (GMP), และความต้องการโลจิสติกส์โซ่เย็นอย่างต่อเนื่อง, documented temperature monitoring with traceable accuracy. Real-time systems provide both the operational control and the compliance data trail required by auditors and regulators.
ศูนย์ข้อมูล
Server rooms and data centers require continuous thermal monitoring to manage cooling systems, prevent equipment overheating, and optimize energy consumption. Real-time temperature mapping enables hot-aisle/cold-aisle optimization and dynamic cooling adjustment based on actual thermal loads.
Sensor Technologies: Fiber Optic vs RTD vs Thermocouple vs Infrared

The choice of sensor technology for real-time industrial temperature monitoring has direct implications for measurement accuracy, ความน่าเชื่อถือ, ความปลอดภัย, ข้อกำหนดการบำรุงรักษา, และต้นทุนการเป็นเจ้าของทั้งหมด. The four principal technologies are compared below.
| คุณสมบัติ | เซนเซอร์ไฟเบอร์ออปติกฟลูออเรสเซนต์ | RTD (พอต100 / พอต1000) | เทอร์โมคัปเปิ้ล (Type K/J/T) | อินฟราเรด (แบบไม่สัมผัส) |
|---|---|---|---|---|
| ความแม่นยำในการวัด | ±0.1 – 0.5°ซ | ±0.5 – 1°ซ | ±1 – 2°ซ | ±1 – 3°C (พื้นผิวเท่านั้น) |
| อีเอ็มไอ / ภูมิคุ้มกันไฟฟ้าแรงสูง | ✅มีภูมิคุ้มกันเต็มที่ (อิเล็กทริก) | ❌แพ้ง่าย (ต้องมีการป้องกัน) | ❌แพ้ง่าย (ต้องมีการป้องกัน) | ✅ Immune (non-contact) |
| Electrical Safety in HV Environments | ✅ Fully dielectric — safe in HV | ⚠️ Requires isolation barriers | ⚠️ Requires isolation barriers | ✅ Non-contact — safe in HV |
| ติดต่อ / แบบไม่สัมผัส | ติดต่อ (surface or embedded) | ติดต่อ | ติดต่อ | แบบไม่สัมผัส (line of sight required) |
| เวลาตอบสนอง | < 1 ที่สอง | 2 – 10 วินาที | 1 – 3 วินาที | < 1 ที่สอง |
| ช่วงอุณหภูมิในการทำงาน | -40°ซ ถึง +260°ซ | -200°ซ ถึง +600°ซ | -200°ซ ถึง +1350°ซ | -40°ซ ถึง +3000°ซ |
| ความมั่นคงในระยะยาว | ✅เลิศมาก (ไม่มีการดริฟท์) | ✅ดี | ⚠️ปานกลาง (drift over time) | ⚠️ Requires emissivity calibration |
| ข้อกำหนดการบำรุงรักษา | ✅ ไม่ต้องบำรุงรักษา | การสอบเทียบเป็นระยะ | Frequent calibration/replacement | การทำความสะอาดเลนส์, emissivity verification |
| ความสามารถหลายจุด | ✅ได้ถึง 64 ช่องต่อหน่วย | แยกเซ็นเซอร์ต่อจุด | แยกเซ็นเซอร์ต่อจุด | One point per sensor (or scanning) |
| Hazardous Area Suitability | ✅ Intrinsically safe (no electrical energy at probe) | ⚠️ Requires Ex-rated housing | ⚠️ Requires Ex-rated housing | ⚠️ Requires Ex-rated housing |
| อายุการใช้งาน | > 25 ปี | 5 – 10 ปี | 2 – 5 ปี | 5 – 10 ปี |
| ต้นทุนการเป็นเจ้าของทั้งหมด | ✅ต่ำสุด (ไม่มีการสอบเทียบ/การเปลี่ยน) | ปานกลาง | สูงกว่า (เปลี่ยนบ่อยครั้ง) | ปานกลางถึงสูง |
| แอปพลิเคชั่นที่ดีที่สุด | HV equipment, สวิตช์เกียร์, มอเตอร์, หม้อแปลงไฟฟ้า, battery systems, hazardous areas | General process monitoring, รถถัง, ท่อ | High-temperature furnaces, kilns, exhaust systems | Moving surfaces, inaccessible targets, very high temperatures |
บทสรุป: For industrial automation applications involving high voltage, การรบกวนทางแม่เหล็กไฟฟ้าที่รุนแรง, บรรยากาศที่ระเบิดได้, or safety-critical equipment, fluorescent fiber optic sensors offer the best combination of accuracy, ความปลอดภัย, ความน่าเชื่อถือ, and lifecycle cost. RTDs remain the standard for general-purpose process monitoring. Thermocouples are preferred for very high-temperature applications above 260°C. Infrared sensors are best for non-contact measurement of moving or inaccessible surfaces. For a detailed technical comparison, อ้างถึง คำถามที่พบบ่อยเกี่ยวกับระบบวัดอุณหภูมิใยแก้วนำแสง.
Communication Protocols and SCADA/PLC Integration
RS485 Modbus RTU
The most widely used serial communication protocol in industrial temperature monitoring. RS485 Modbus RTU supports multi-drop bus topologies with up to 32 อุปกรณ์ (หรือ 128 with repeaters) on a single bus, operates reliably over cable distances up to 1,200 metres, and is supported by virtually every PLC, ดีซีเอส, and SCADA platform. All INNO fiber optic monitoring systems use RS485 Modbus RTU as their standard output protocol.
Modbus TCP/IP
The Ethernet-based variant of Modbus, widely used in modern automation networks. Modbus TCP/IP provides higher data throughput, supports standard Ethernet infrastructure, และเปิดใช้งานการเชื่อมต่อโดยตรงกับ SCADA บนเครือข่ายและแพลตฟอร์มคลาวด์. อุปกรณ์ RS485 Modbus RTU สามารถเชื่อมต่อกับเครือข่าย TCP/IP ผ่านทางเกตเวย์ซีเรียลเป็นอีเธอร์เน็ตมาตรฐาน.
โปรฟิบัส / PROFINET
โปรโตคอลการสื่อสารมาตรฐานในสภาพแวดล้อมอัตโนมัติที่ใช้ Siemens. โปรฟิบัส (ฟิลด์บัส) และโปรฟิเน็ต (ที่ใช้อีเทอร์เน็ต) ใช้สำหรับบูรณาการกับ Siemens S7 PLC และระบบ WinCC SCADA. อุปกรณ์ตรวจสอบอุณหภูมิที่มีเอาต์พุต Modbus สามารถรวมเข้ากับเครือข่าย PROFIBUS/PROFINET ผ่านตัวแปลงโปรโตคอล.
EtherNet/IP
โปรโตคอลอีเทอร์เน็ตอุตสาหกรรมมาตรฐานสำหรับ Rockwell Automation (อัลเลน-แบรดลีย์) ระบบ. ข้อมูลอุณหภูมิจากอุปกรณ์ตรวจสอบที่ใช้ Modbus ถูกรวมเข้ากับสถาปัตยกรรม EtherNet/IP ผ่านเกตเวย์ Modbus-to-EtherNet/IP, ช่วยให้สามารถส่งข้อมูลไปยัง ControlLogix และ CompactLogix PLC ได้อย่างราบรื่น.
โอพีซี ยูเอ
ผู้ขายเป็นกลาง, มาตรฐานการสื่อสารที่ไม่ขึ้นกับแพลตฟอร์มที่นำมาใช้ในอุตสาหกรรมมากขึ้น 4.0 and IIoT applications. OPC UA provides secure, structured data exchange between monitoring systems and higher-level analytics platforms, cloud services, and enterprise systems. Many modern SCADA platforms include native OPC UA client functionality, simplifying integration with Modbus-based field devices via OPC UA server gateways.
Integration Architecture Best Practice
The recommended integration architecture for a real-time temperature monitoring system connects fiber optic transmitters via RS485 Modbus RTU to the plant automation network. The PLC or DCS reads temperature values from Modbus registers, applies alarm logic and protective control actions at the local level, and forwards data to the SCADA/HMI for visualization and historical logging. For enterprise-level analytics and remote monitoring, data flows from SCADA to cloud platforms via OPC UA or MQTT. This layered architecture ensures real-time protective response at the field level while enabling advanced analytics at the enterprise level.
How to Choose a Real-Time Temperature Monitoring System for Industrial Automation
Selecting the optimal real-time temperature monitoring system requires systematic evaluation of the application environment, performance requirements, and integration constraints. Follow this step-by-step guide to make the right selection.
ขั้นตอน 1: Characterize the Measurement Environment
Identify the key environmental factors at each measurement point: operating temperature range, presence of high voltage or strong electromagnetic fields, explosive or corrosive atmosphere classification, physical accessibility for sensor installation and maintenance, and vibration or mechanical stress levels. These factors determine which sensor technologies are viable and which are excluded.
ขั้นตอน 2: กำหนดข้อกำหนดด้านความแม่นยำและเวลาตอบสนอง
กำหนดความแม่นยำของอุณหภูมิที่กำหนดโดยกระบวนการหรือมาตรฐานการปกป้องอุปกรณ์ — ±0.5°C สำหรับกระบวนการที่มีความแม่นยำ, ±1°C สำหรับการตรวจติดตามทางอุตสาหกรรมทั่วไป, หรือ ±2°C สำหรับการใช้งานที่ไม่สำคัญ. กำหนดเวลาตอบสนองสูงสุดที่ยอมรับได้: วินาทีย่อยสำหรับเหตุการณ์ความร้อนอย่างรวดเร็ว (ลัดวงจร, ปฏิกิริยาคายความร้อน), 1–5 วินาทีสำหรับการตรวจสอบกระบวนการทั่วไป, หรือนานกว่านั้นสำหรับกระบวนการระบายความร้อนที่ช้า.
ขั้นตอน 3: กำหนดจำนวนและตำแหน่งของจุดตรวจสอบ
ระบุตำแหน่งการตรวจวัดที่สำคัญทั้งหมดทั่วทั้งการติดตั้ง — ฮอตสปอตของอุปกรณ์, connection points, ขอบเขตของระบบทำความเย็น, จุดอ้างอิงโดยรอบ, และโซนที่วิกฤตต่อกระบวนการ. นับจำนวนจุดตรวจสอบทั้งหมดเพื่อกำหนดความจุช่องสัญญาณที่ต้องการ. INNO หลายช่องทาง อุปกรณ์วัดอุณหภูมิใยแก้วนำแสงฟลูออเรสเซนต์ สนับสนุน 1 ถึง 64 ช่องต่อหน่วย, accommodating installations from a single piece of equipment to an entire production facility.
ขั้นตอน 4: Select the Appropriate Sensor Technology
Based on the environmental characterization from Step 1 and the performance requirements from Step 2, select the sensor technology that meets all requirements. สำหรับอุปกรณ์ไฟฟ้าแรงสูง (หม้อแปลงไฟฟ้า, สวิตช์เกียร์, มอเตอร์), battery systems, บรรยากาศที่ระเบิดได้, or high-EMI environments, เซนเซอร์ไฟเบอร์ออปติกเรืองแสง are the correct choice. For general-purpose process monitoring without electrical hazards, RTDs provide reliable performance. For very high-temperature applications above 260°C, thermocouples or infrared sensors are required.
ขั้นตอน 5: Confirm Communication Protocol Compatibility
Verify that the monitoring system’s output protocol is compatible with your existing automation infrastructure — or that a suitable protocol converter is available. RS485 Modbus RTU is universally compatible and can be integrated into any PLC, ดีซีเอส, or SCADA platform either directly or via standard gateways.
ขั้นตอน 6: ประเมินต้นทุนรวมในการเป็นเจ้าของ
Compare not only the initial purchase price but the full lifecycle cost including installation, การสอบเทียบ, การซ่อมบำรุง, sensor replacement, และการหยุดทำงาน. Fiber optic systems have higher initial cost than thermocouples or NTCs but require zero maintenance, zero recalibration, and zero sensor replacement over a 25+ year service life — delivering the lowest total cost of ownership for long-term industrial installations.
ขั้นตอน 7: Assess Supplier Capability and Support
Evaluate the monitoring system supplier’s technical support capability, OEM/ODM customization capacity, delivery timeline, and track record in your specific industry. ในฐานะผู้อุทิศตน ผู้ผลิตเซนเซอร์วัดอุณหภูมิใยแก้วนำแสง, INNO provides custom probe design, เครื่องส่งสัญญาณฉลากส่วนตัว, firmware customization, and comprehensive technical support for system integration and commissioning.
Real-Time Temperature Monitoring: ปัญหาและแนวทางแก้ไขทั่วไป
Even well-designed monitoring systems can encounter operational issues. The following guide covers the most common problems, their causes, and recommended solutions.
ปัญหา 1: Sensor Reading Jumps Erratically or Shows Noise
สาเหตุที่เป็นไปได้:
- Electromagnetic interference coupling into electrical sensor cables (NTC, RTD, เทอร์โมคัปเปิล) from nearby VFDs, สายไฟ, or switching equipment
- Loose terminal connections causing intermittent contact
- Damaged or degraded sensor cable insulation
- Grounding issues creating ground loop interference
การดำเนินการที่แนะนำ: ตรวจสอบและขันการเชื่อมต่อขั้วต่อทั้งหมดให้แน่น. Route sensor cables away from power cables and EMI sources. Replace unshielded cables with shielded twisted-pair routed in separate conduit. Verify proper grounding at a single point. For persistent EMI-related noise, อัพเกรดเป็นเซ็นเซอร์ใยแก้วนำแสง, which are inherently immune to all electromagnetic interference regardless of the installation environment.
ปัญหา 2: Sensor Reading Deviates from Expected Value
สาเหตุที่เป็นไปได้:
- Sensor calibration drift (common with thermocouples after prolonged high-temperature exposure)
- Poor thermal contact between sensor and measurement surface
- Sensor installed at a location that does not represent the true process temperature (เช่น, too far from the hot spot)
- Lead wire resistance error in RTD measurement (for long cable runs without compensation)
การดำเนินการที่แนะนำ: Verify the sensor reading against an independent reference thermometer. Check sensor mounting and thermal contact — re-bond or re-clamp if necessary. For RTDs on long cable runs, confirm that 3-wire or 4-wire compensation is correctly configured. Recalibrate or replace drifted sensors. Fluorescent fiber optic sensors do not experience calibration drift — if deviation is suspected, check probe physical integrity and optical connection quality.
ปัญหา 3: การสูญเสียการสื่อสารระหว่างเครื่องส่งสัญญาณเซนเซอร์และ SCADA/PLC
สาเหตุที่เป็นไปได้:
- ข้อผิดพลาดในการเดินสายไฟบัส RS485 - ตัวนำขาด, เส้น A/B กลับด้าน, หรือตัวต้านทานการสิ้นสุดบัสหายไป
- ที่อยู่ Modbus ขัดแย้งกันระหว่างอุปกรณ์หลายตัวบนบัสเดียวกัน
- อัตรารับส่งข้อมูลหรือความเท่าเทียมกันระหว่างเครื่องส่งสัญญาณและ PLC/SCADA ไม่ตรงกัน
- ระยะทางของสายเคเบิลเกิน RS485 สูงสุด (1,200 ม) โดยไม่ต้องทวน
- แหล่งจ่ายไฟขัดข้องไปยังเครื่องส่งสัญญาณตรวจสอบ
การดำเนินการที่แนะนำ: ตรวจสอบการจ่ายไฟให้กับยูนิตเครื่องส่งสัญญาณ. ตรวจสอบความต่อเนื่องของสายไฟและขั้ว RS485 (เส้นเอ/บี). ยืนยันว่ามีการติดตั้งตัวต้านทานปลายบัสที่ปลายทั้งสองด้านของบัส. ตรวจสอบที่อยู่ Modbus, อัตรารับส่งข้อมูล, และการตั้งค่าความเท่าเทียมกันบนอุปกรณ์ทั้งหมด. สำหรับรถโดยสารที่มีความยาวเกิน 1,200 ม, ติดตั้งรีพีทเตอร์ RS485. ใช้เครื่องมือวินิจฉัย Modbus เพื่อทดสอบการอ่าน/เขียนรีจิสเตอร์จากฝั่ง PLC.
ปัญหา 4: สัญญาณเตือนทริกเกอร์บ่อยครั้งภายใต้สภาวะการทำงานปกติ
สาเหตุที่เป็นไปได้:
- Alarm threshold set too close to normal operating temperature without adequate margin
- Sensor noise or measurement uncertainty causing readings to momentarily cross the threshold
- Process operating conditions have changed (increased load, higher ambient temperature) since alarm thresholds were originally configured
การดำเนินการที่แนะนำ: Review and adjust alarm thresholds with appropriate margins above the expected maximum normal operating temperature. Implement alarm delay (time filter) to prevent momentary noise spikes from triggering alarms. Re-evaluate process operating conditions and update threshold settings if baseline conditions have changed. Consider implementing tiered alarm strategy: คำเตือน, เตือน, and trip at progressively higher thresholds.
ปัญหา 5: Historical Data Gaps in SCADA Log
สาเหตุที่เป็นไปได้:
- Communication interruptions between transmitter and SCADA
- SCADA historian database storage full or write failure
- Polling interval configured too long, missing short-duration thermal events
- Network congestion in Ethernet-based systems causing packet loss
การดำเนินการที่แนะนำ: Monitor communication link quality and configure SCADA to alarm on communication loss. Ensure historian database has adequate storage and is properly maintained. Set polling interval appropriate to the process dynamics — 1 second for fast thermal events, 5–10 seconds for slow processes. For Ethernet networks, implement Quality of Service (QoS) prioritization for monitoring data traffic.
ปัญหา 6: Sensor Fails Prematurely in Harsh Environment
สาเหตุที่เป็นไปได้:
- Sensor exposed to temperatures exceeding its rated operating range
- Chemical attack on sensor housing or cable insulation from corrosive process media
- Mechanical damage from vibration, impact, or improper installation
- Moisture ingress into electrical sensor connections
การดำเนินการที่แนะนำ: Verify that the sensor’s rated temperature and chemical compatibility match the actual installation conditions. Provide mechanical protection (conduit, armoured cable, protective housings) appropriate to the environment. Seal all electrical connections against moisture. For extreme environments, fiber optic probes with stainless steel or ceramic protective housings provide superior durability and chemical resistance, with no electrical connections exposed to the process environment.
Relevant International Standards for Industrial Temperature Monitoring
ไออีซี 61010 — Safety Requirements for Electrical Equipment for Measurement, ควบคุม, and Laboratory Use
ไออีซี 61010 defines safety requirements for measurement equipment including temperature monitoring instruments. Compliance ensures that the monitoring hardware meets international safety standards for electrical insulation, protection against hazardous voltage, and safe operation in industrial environments.
ไออีซี 60751 — Industrial Platinum Resistance Thermometers and Platinum Temperature Sensors
ไออีซี 60751 specifies accuracy classes and tolerance limits for platinum RTD sensors (พอต100, พอต1000). This standard defines Class A (±0.15°ซ + 0.002×|t|) and Class B (±0.3°C + 0.005×|t|) accuracy specifications that are referenced in industrial monitoring system design and procurement.
ไออีซี 60584 — Thermocouples
ไออีซี 60584 defines thermocouple types (เค, เจ, ต, เอ็น, ส, ร, บี, อี), their electromotive force characteristics, and tolerance classes. This standard is referenced when specifying thermocouple-based monitoring for high-temperature industrial applications.
ไออีซี 62439 — Industrial Communication Networks — High Availability Automation Networks
ไออีซี 62439 addresses network redundancy and high availability for industrial automation communication. For critical real-time temperature monitoring installations where data loss is unacceptable, network architecture should comply with this standard to ensure continuous data availability.
ไออีซี 61508 — Functional Safety of Electrical/Electronic/Programmable Electronic Safety-Related Systems
ไออีซี 61508 provides the framework for safety integrity levels (SIL) in safety-related systems. When real-time temperature monitoring serves a safety function — such as triggering emergency shutdown of a reactor or transformer — the monitoring system must be designed and validated to the appropriate SIL level as defined by this standard.
ATEX Directive (2014/34/EU) and IECEx System
For monitoring equipment installed in explosive atmospheres (gas or dust), compliance with ATEX (European) or IECEx (international) explosion protection standards is mandatory. เซนเซอร์ไฟเบอร์ออปติก, which carry no electrical energy at the probe tip and cannot generate sparks, are inherently suitable for intrinsically safe installations in Zone 0, 1, และ 2 hazardous areas.
ไอเอสโอ 9001 — Quality Management Systems
ไอเอสโอ 9001 certification of the monitoring system manufacturer ensures that design, การผลิต, การทดสอบ, and calibration processes follow documented quality management procedures. All INNO fiber optic monitoring products are manufactured under an ISO 9001 certified quality management system.
กรณีการใช้งานจริง
กรณีศึกษา 1: High-Voltage Switchgear — Preventing Busbar Connection Failure
ความเป็นมาของการสมัคร
ก 110 kV substation experienced a busbar connection failure caused by a gradually degrading bolted contact that was not detected during quarterly thermal imaging inspections. The failure resulted in an arc flash event, significant equipment damage, and an unplanned outage affecting industrial customers. The utility required continuous real-time monitoring to prevent recurrence.
ดำเนินการแก้ไขปัญหาแล้ว
A multi-channel fiber optic temperature monitoring system for switchgear was installed across all high-voltage switchgear cabinets. Fiber optic probes were placed directly on each busbar connection, circuit breaker contact, and cable termination point. Temperature data was transmitted via RS485 Modbus RTU to the substation SCADA system with configurable alarm and trip thresholds.
ผลลัพธ์ที่ได้
Within six months of installation, the system detected a 7°C temperature elevation at a busbar connection in an adjacent switchgear cabinet — an early-stage fault identical to the one that had caused the previous failure. The connection was retorqued during scheduled maintenance at a cost of less than $200, ป้องกันการประมาณการ $500,000+ failure and weeks of unplanned downtime. ระบบทำงานโดยไม่ต้องบำรุงรักษาตั้งแต่การติดตั้ง.
กรณีศึกษา 2: หม้อแปลงไฟฟ้า — การเพิ่มประสิทธิภาพการโหลดแบบไดนามิก
ความเป็นมาของการสมัคร
ก 50 หม้อแปลงไฟฟ้ากำลัง MVA ที่โรงงานอุตสาหกรรมทำงานใกล้กับระดับพิกัดในช่วงที่มีความต้องการใช้สูงสุด. ขีดจำกัดโหลดคงที่แบบอนุรักษ์นิยมตามอุณหภูมิแวดล้อมและข้อมูลแผ่นป้ายจำกัดความจุของหม้อแปลง, กำหนดให้โรงงานต้องลดการผลิตในช่วงที่มีความต้องการใช้สูงสุดหรือลงทุนซื้อหม้อแปลงเพิ่มเติม.
ดำเนินการแก้ไขปัญหาแล้ว
ก ระบบตรวจสอบอุณหภูมิใยแก้วนำแสง ได้รับการติดตั้งเพื่อให้มีอุณหภูมิฮอตสปอตที่คดเคี้ยวแบบเรียลไทม์, อุณหภูมิน้ำมันสูงสุด, และอุณหภูมิน้ำมันด้านล่าง. ข้อมูลความร้อนแบบเรียลไทม์ถูกรวมเข้ากับระบบการจัดการพลังงานของโรงงานเพื่อใช้พิกัดหม้อแปลงแบบไดนามิก (ดีทีอาร์) - การปรับโหลดที่อนุญาตตามภาวะความร้อนที่เกิดขึ้นจริง แทนที่จะเป็นสมมติฐานกรณีที่แย่ที่สุดแบบอนุรักษ์นิยม.
ผลลัพธ์ที่ได้
ด้วยข้อมูลอุณหภูมิการม้วนตามจริง, the transformer was safely loaded to 115% of nameplate during cool ambient conditions — eliminating production curtailment and deferring the $2M+ investment in an additional transformer by an estimated 5–7 years. The real-time data also revealed that the transformer’s cooling fans had degraded performance, prompting maintenance that restored cooling capacity and further increased the thermal margin.
กรณีศึกษา 3: Chemical Process Plant — Reactor Temperature Safety Interlock
ความเป็นมาของการสมัคร
A chemical manufacturer operating exothermic batch reactors required upgrade of their temperature-based safety interlock system. The existing thermocouple-based system suffered from EMI-induced measurement errors due to proximity to high-power agitator motor drives, and thermocouple drift required quarterly recalibration — during which the safety interlock had to be bypassed.
ดำเนินการแก้ไขปัญหาแล้ว
ฟลูออเรสเซนต์ หัววัดอุณหภูมิแบบไฟเบอร์ออปติก replaced the thermocouples at all reactor measurement points. The fiber optic probes were installed in existing thermowell fittings, requiring no modification to the reactor vessel. The multi-channel fiber optic transmitter was integrated with the reactor’s safety PLC via RS485 Modbus RTU.
ผลลัพธ์ที่ได้
EMI-induced measurement errors were completely eliminated — the fiber optic sensors are fully immune to electromagnetic interference from the agitator drives. The calibration-free operation of the fiber optic sensors eliminated the quarterly recalibration requirement and the associated safety interlock bypass. The plant’s functional safety assessment confirmed that the upgraded monitoring system met the required SIL 2 rating for the reactor temperature safety interlock function.
Benefits of Real-Time Temperature Analytics for Industrial Operations
การบำรุงรักษาเชิงคาดการณ์
Continuous real-time temperature data enables trend-based prediction of equipment degradation and failure. A motor bearing that exhibits a gradual temperature uptrend under consistent load conditions signals developing wear before vibration analysis can detect it. A transformer winding that responds to the same load with progressively higher temperatures indicates insulation degradation or cooling system decline. These predictive insights enable maintenance to be planned during scheduled windows — eliminating surprise failures, reducing repair costs, and extending equipment life.
Energy Efficiency Optimization
ข้อมูลอุณหภูมิแบบเรียลไทม์เผยให้เห็นการสูญเสียพลังงานที่มองไม่เห็นหากไม่มีการตรวจสอบอย่างต่อเนื่อง. เตาที่มีอุณหภูมิโซนไม่เท่ากันจะสิ้นเปลืองพลังงานความร้อนจากโซนชดเชย. ระบบทำความเย็นที่ทำงานที่การตั้งค่าคงที่โดยไม่คำนึงถึงภาระความร้อนจริงจะใช้พลังงานส่วนเกิน. มอเตอร์ที่ทำงานสูงกว่าอุณหภูมิที่เหมาะสมเนื่องจากการไม่ตรงแนวหรือโหลดที่ไม่สมดุลจะใช้พลังงานมากกว่าต่อหน่วยเอาท์พุต. การตรวจสอบแบบเรียลไทม์จะวัดปริมาณความไร้ประสิทธิภาพเหล่านี้ และเปิดใช้งานการดำเนินการแก้ไขแบบกำหนดเป้าหมายซึ่งจะลดการใช้พลังงาน โดยทั่วไปประมาณ 5–15% ในโรงงานที่ใช้การวิเคราะห์เชิงความร้อนแบบครอบคลุม.
การประกันคุณภาพผลิตภัณฑ์
ในกระบวนการผลิตที่อุณหภูมิส่งผลโดยตรงต่อคุณภาพของผลิตภัณฑ์ — การแปรรูปโลหะ, การผลิตอาหาร, การผลิตยา, การอัดขึ้นรูปโพลีเมอร์, semiconductor fabrication — real-time monitoring ensures that temperature stays within specification at every moment. This eliminates temperature-related quality defects, reduces scrap and rework, and provides documented evidence of process compliance for quality audits and customer certification requirements.
Operational Safety Enhancement
Real-time monitoring with automated alarm and protection logic provides continuous safety coverage that does not depend on operator vigilance, patrol schedules, or manual inspections. The system responds to thermal hazards at the speed of the control system — milliseconds for PLC-based trip logic — rather than at the speed of human recognition and reaction. This automated safety layer is essential for processes involving explosive materials, toxic chemicals, high-voltage equipment, and other environments where thermal excursions can have catastrophic consequences.
Regulatory Compliance and Documentation
Regulatory bodies, ผู้จัดการการจัดจำหน่ายประกันภัย, and industry standards increasingly require documented evidence of continuous temperature monitoring and thermal protection. Real-time monitoring systems automatically generate the historical data logs, alarm event records, and trending reports needed for compliance documentation — eliminating the manual record-keeping burden and providing higher-quality evidence than periodic manual measurements.
Future Trends in Real-Time Industrial Temperature Monitoring
Industrial Internet of Things (ไอไอโอที) บูรณาการ
Real-time temperature monitoring systems are increasingly connected to IIoT platforms that aggregate data from multiple sites, apply cloud-based analytics, and provide remote monitoring via web and mobile interfaces. This trend enables centralized monitoring of distributed industrial assets — substations, pipeline networks, wind farm transformers, remote manufacturing facilities — from a single operations center.
Artificial Intelligence and Machine Learning
AI/ML algorithms trained on historical real-time temperature data can identify complex failure patterns, optimize process parameters, and predict remaining useful life with greater accuracy than threshold-based alarm logic alone. These algorithms continuously improve their predictive accuracy as more operational data is collected, transitioning from reactive alarming to proactive asset management.
เทคโนโลยีดิจิตอลทวิน
Digital twins — real-time virtual models of physical equipment — use continuous temperature data as a primary input. A digital twin of a transformer, motor, or reactor combines real-time thermal data with electrical, เครื่องกล, and process data to create a comprehensive virtual replica that can be used for what-if analysis, การเพิ่มประสิทธิภาพการโหลด, and failure prediction with higher fidelity than any single-parameter analysis.
เอดจ์คอมพิวเตอร์
Processing temperature data at the edge — in the monitoring transmitter or a local gateway rather than in a distant cloud server — reduces latency, enables faster protective responses, and reduces network bandwidth requirements. Edge computing is particularly important for safety-critical applications where sub-second response to thermal events is essential and cloud latency is unacceptable.
Wireless and Autonomous Sensor Networks
Advances in low-power wireless protocols (WirelessHART, ISA100.11a, โลราวัน) กำลังเปิดใช้งานเครือข่ายเซ็นเซอร์อุณหภูมิไร้สายสำหรับการใช้งานที่การกำหนดเส้นทางสายเคเบิลไม่สามารถทำได้. อย่างไรก็ตาม, สำหรับการตรวจสอบที่มีความสำคัญต่อความปลอดภัยของอุปกรณ์ไฟฟ้าแรงสูงหรืออันตราย, เซ็นเซอร์ไฟเบอร์ออปติกแบบมีสายยังคงเป็นที่ต้องการเนื่องจากรับประกันความน่าเชื่อถือในการสื่อสาร, ภูมิคุ้มกันต่อการรบกวนแบบไร้สาย, and complete electrical isolation.
การย่อขนาดเซ็นเซอร์และฟอร์มแฟคเตอร์ที่ยืดหยุ่น
การพัฒนาอย่างต่อเนื่องในการผลิตเซนเซอร์ไฟเบอร์ออปติกกำลังผลิตทินเนอร์มากขึ้น, หัววัดที่มีความยืดหยุ่นมากขึ้น ซึ่งสามารถติดตั้งได้ในพื้นที่จำกัดมากขึ้น — ภายในช่องขดลวดมอเตอร์, ระหว่างเซลล์แบตเตอรี่, ภายในช่องสวิตช์เกียร์ขนาดกะทัดรัด — ขยายขอบเขตการใช้งานสำหรับการตรวจสอบแบบเรียลไทม์ที่มีความแม่นยำสูง.
คำถามที่พบบ่อย: Real-Time Temperature Monitoring in Industrial Automation
การตรวจสอบอุณหภูมิแบบเรียลไทม์ในระบบอัตโนมัติทางอุตสาหกรรมคืออะไร?
Real-time temperature monitoring is the continuous measurement and transmission of temperature data from industrial process and equipment points with sub-second latency. Unlike periodic manual readings or timed data logging, real-time monitoring operates 24/7, providing constant thermal visibility to automated control systems (บมจ, ดีซีเอส, สกาด้า) and enabling instant detection and response to abnormal temperature conditions. It is a foundational capability of modern industrial automation.
What sensor technology is best for real-time industrial temperature monitoring?
The best sensor technology depends on the application environment. สำหรับอุปกรณ์ไฟฟ้าแรงสูง, electrically hazardous environments, high-EMI areas, and safety-critical applications, เซนเซอร์วัดอุณหภูมิใยแก้วนำแสงเรืองแสง are the superior choice due to their complete electrical isolation, ภูมิคุ้มกันอีเอ็มไอ, และการทำงานที่ไม่ต้องบำรุงรักษา. RTDs are well-suited for general process monitoring. Thermocouples are preferred for very high temperatures above 260°C. Infrared sensors are used for non-contact measurement of moving or inaccessible surfaces.
How does a fiber optic temperature monitoring system integrate with my PLC or SCADA?
อินโนทั้งหมด อุปกรณ์วัดอุณหภูมิใยแก้วนำแสงฟลูออเรสเซนต์ output calibrated temperature data via RS485 Modbus RTU — the most widely supported industrial communication protocol. Your PLC or SCADA system reads temperature values from standard Modbus holding registers. Integration requires only standard Modbus register mapping in the PLC/SCADA configuration — no special drivers or proprietary software are needed. For Ethernet-based systems, standard RS485-to-Ethernet gateways provide Modbus TCP/IP connectivity.
How many monitoring points can a single fiber optic system support?
เครื่องส่งสัญญาณไฟเบอร์ออปติกหลายช่อง INNO มีการกำหนดค่าจาก 1 ถึง 64 ช่องต่อหน่วย. แต่ละช่องสัญญาณจะตรวจสอบจุดการวัดแยกกันจุดเดียวพร้อมการกำหนดค่าการแจ้งเตือนและเกณฑ์การเดินทางแยกกัน. สามารถเชื่อมต่อเครื่องส่งสัญญาณหลายตัวบนบัส RS485 เดียวกันได้, ช่วยให้ระบบมีจุดตรวจสอบหลายร้อยจุดที่ได้รับการจัดการจากสถานี SCADA เดียว.
อะไรคือความแม่นยำของเซนเซอร์วัดอุณหภูมิแบบไฟเบอร์ออปติกสำหรับการตรวจสอบทางอุตสาหกรรม?
เซ็นเซอร์อุณหภูมิไฟเบอร์ออปติกฟลูออเรสเซนต์ให้ความแม่นยำในการวัดที่ ±0.1°C ถึง ±0.5°C ในช่วงการทำงานของ -40°C ถึง +260°C. ความแม่นยำนี้จะคงอยู่ตลอดอายุการใช้งานของเซ็นเซอร์ 25+ หลายปีโดยไม่ต้องสอบเทียบใหม่ — มีข้อได้เปรียบเหนือเทอร์โมคัปเปิลและเทอร์มิสเตอร์ NTC อย่างมาก, which experience calibration drift requiring periodic recalibration or replacement.
Can real-time temperature monitoring be retrofitted to existing industrial equipment?
ใช่. Fiber optic temperature probes can be retrofitted to existing equipment including transformers, สวิตช์เกียร์, มอเตอร์, เครื่องปฏิกรณ์, and battery systems. Probes are installed in existing sensor ports, thermowells, or cable entry points during scheduled maintenance. The monitoring transmitter is typically mounted in an existing control cabinet. Retrofit installation generally requires no equipment modification and no extended outage — installations are routinely completed during normal maintenance windows.
Is real-time temperature monitoring required by industrial standards?
Many industrial standards require or strongly recommend continuous temperature monitoring for critical equipment. ไออีซี 60076 requires winding temperature monitoring for large power transformers. ไออีซี 62271 requires temperature monitoring for high-voltage switchgear. แอล 9540 และ NFPA 855 require thermal monitoring for battery energy storage systems. ไออีซี 61508 requires continuous monitoring for safety-related functions. Compliance with these standards is often a prerequisite for equipment insurance, grid connection approval, and regulatory certification.
What is the service life of a fiber optic temperature monitoring system?
INNO fluorescent fiber optic monitoring systems are designed for a service life exceeding 25 ปี. The fiber optic probes contain no electronics, ไม่มีชิ้นส่วนที่เคลื่อนไหว, and no materials subject to chemical degradation in normal industrial environments. The monitoring transmitter is solid-state with industrial-grade component specifications. The system requires zero maintenance, zero recalibration, and zero sensor replacement over its entire service life — delivering the lowest total cost of ownership of any temperature monitoring technology.
Can fiber optic sensors be used in explosive or hazardous atmospheres?
ใช่. Fiber optic temperature probes are inherently intrinsically safe because they carry no electrical energy — only light passes through the fiber. The probe cannot generate sparks, ส่วนโค้ง, or surface temperatures capable of igniting gas or dust. This makes fiber optic sensors uniquely suitable for installation in ATEX/IECEx classified hazardous areas (โซน 0, 1, 2 for gas; โซน 20, 21, 22 for dust) without the explosion-proof enclosures and intrinsic safety barriers required by electrical sensors.
How do I get a quotation for an industrial real-time temperature monitoring system?
ติดต่อทีมวิศวกรรมแอพพลิเคชั่นของ INNO ผ่านทาง www.fjinno.net with your project details including equipment type, number of monitoring points, operating temperature range, สภาพแวดล้อม (ไฟฟ้าแรงสูง, อีเอ็มไอ, hazardous area classification), communication protocol requirements, and whether the installation is new or retrofit. A project-specific quotation including sensor selection, การกำหนดค่าช่อง, and system pricing is typically provided within 24 ชั่วโมง.
ข้อสงวนสิทธิ์: ข้อมูลจำเพาะของผลิตภัณฑ์ทั้งหมด, ตัวอย่างการใช้งาน, ผลลัพธ์ของกรณี, และการอ้างอิงของบุคคลที่สามในบทความนี้มีวัตถุประสงค์เพื่อเป็นข้อมูลทั่วไปเท่านั้น และอาจได้รับการปรับปรุงโดยไม่ต้องแจ้งให้ทราบ. ประสิทธิภาพที่แท้จริงของผลิตภัณฑ์ขึ้นอยู่กับเงื่อนไขการติดตั้ง, สภาพแวดล้อมการทำงาน, และการกำหนดค่าระบบ. ชื่อแบรนด์, การอ้างอิงมาตรฐาน, และข้อกำหนดทางอุตสาหกรรมเป็นของเจ้าของที่เกี่ยวข้องและใช้เพื่อวัตถุประสงค์ในการอธิบายเท่านั้น; ไม่มีความเกี่ยวข้องหรือการรับรองโดยนัย. โปรดติดต่อทีมขาย INNO เพื่อขอแบบฟอร์มอย่างเป็นทางการ, ใบเสนอราคาเฉพาะโครงการและการยืนยันทางเทคนิคก่อนซื้อ. © 2011–2026 Fuzhou Innovation Electronic Scie&บริษัท เทค จำกัด, บจ. สงวนลิขสิทธิ์.

เซ็นเซอร์อุณหภูมิไฟเบอร์ออปติก, ระบบตรวจสอบอัจฉริยะ, จำหน่ายผู้ผลิตใยแก้วนำแสงในประเทศจีน
 |
 |
 |