 INNO fiber optic na mga sensor ng temperatura ,mga sistema ng pagsubaybay sa temperatura.
INNO fiber optic na mga sensor ng temperatura ,mga sistema ng pagsubaybay sa temperatura.
Real-time temperature monitoring in industrial automation is the continuous, instant measurement and transmission of temperature data from critical process points — including motors, mga transformer, switchgear, mga reaktor, mga hurno, and production lines — enabling automated control systems and operators to detect thermal anomalies and respond within seconds rather than hours or days.
The system architecture combines precision temperature sensors, signal conditioning hardware, industrial communication interfaces, and supervisory platforms to deliver uninterrupted thermal visibility across the entire production environment.
Critical for preventing equipment failure, maximizing energy efficiency, and ensuring product quality, real-time na pagsubaybay sa temperatura is a foundational element of modern industrial automation — from discrete manufacturing to continuous process industries.
Mga advanced na teknolohiya sa sensing, tulad ng fluorescent fiber optic na mga sensor ng temperatura, deliver high-accuracy, walang maintenance, EMI-immune real-time measurement at multiple points simultaneously — meeting the demanding requirements of high-voltage, high-temperature, and electrically noisy industrial environments.
Real-time temperature data supports automated alarm triggering, protective equipment shutdown, cooling system regulation, process parameter optimization, and predictive maintenance analytics essential for operational reliability and safety compliance.
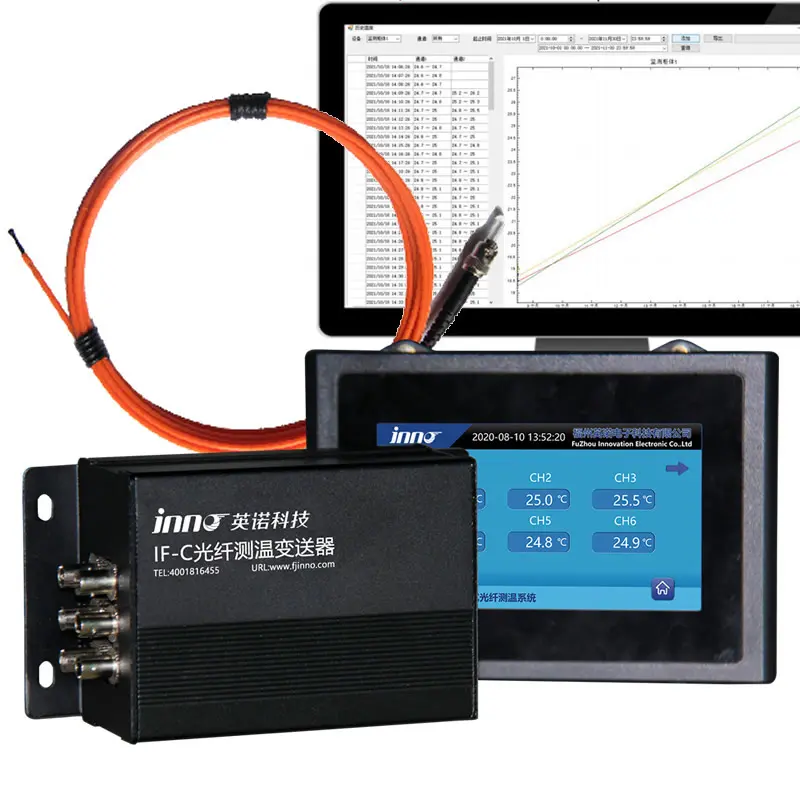
Industrial Fiber Optic Real-Time Temperature Monitoring System
E-mail: web@fjinno.net
WhatsApp: +8613599070393
Talaan ng mga Nilalaman
- What Is Real-Time Temperature Monitoring?
- Why Real-Time Monitoring Is Superior to Periodic Measurement
- How Real-Time Temperature Monitoring Works: Arkitektura ng Sistema
- Key Industrial Applications for Real-Time Temperature Monitoring
- Sensor Technologies: Fiber Optic vs RTD vs Thermocouple vs Infrared
- Communication Protocols and SCADA/PLC Integration
- How to Choose a Real-Time Temperature Monitoring System for Industrial Automation
- Real-Time Temperature Monitoring: Mga Karaniwang Problema at Solusyon
- Relevant International Standards for Industrial Temperature Monitoring
- Mga Real-World Application Cases
- Benefits of Real-Time Temperature Analytics for Industrial Operations
- Future Trends in Real-Time Industrial Temperature Monitoring
- Mga Madalas Itanong: Real-Time Temperature Monitoring in Industrial Automation
What Is Real-Time Temperature Monitoring?

Kahulugan
Real-time temperature monitoring refers to the continuous acquisition, paghawa, and display of temperature measurements from industrial process points with minimal latency — typically less than 1 second from physical measurement to digital readout. Unlike periodic or manual measurement, real-time monitoring operates 24/7 nang walang pagkagambala, providing a constant stream of thermal data that reflects the actual operating condition of equipment and processes at every moment.
Why It Matters in Industrial Automation
Industrial processes generate, consume, and are affected by heat in ways that directly determine product quality, equipment lifespan, energy consumption, at kaligtasan. A temperature deviation of just a few degrees can cause metallurgical defects in a steel mill, degrade insulation in a high-voltage transformer, trigger thermal runaway in a chemical reactor, or reduce yield in a semiconductor fabrication process. Ang real-time na pagsubaybay ay nagbibigay ng tuluy-tuloy na thermal visibility na kailangan ng mga automated na control system para mapanatili ang tumpak na mga kondisyon ng operating at upang matukoy — at tumugon sa — abnormal na mga kondisyon bago sila lumaki sa pagkasira ng kagamitan, mga insidente sa kaligtasan, o pagkalugi sa produksyon.
Mga Pangunahing Bahagi ng Real-Time Monitoring System
Ang isang kumpletong real-time na sistema ng pagsubaybay sa temperatura ng industriya ay binubuo ng apat na pangunahing elemento: mga elemento ng temperatura sensing (fiber optic probes, Mga RTD, mga thermocouple, o mga infrared na sensor) naka-install sa mga kritikal na punto ng pagsukat; signal conditioning at demodulation hardware na nagko-convert ng mga hilaw na signal ng sensor sa mga naka-calibrate na halaga ng temperatura; industrial communication interfaces (RS485 Modbus RTU, Ethernet/IP, PROFIBUS, o OPC UA) na nagpapadala ng data sa mga sistema ng pangangasiwa; at isang platform sa pagsubaybay — SCADA, DCS, PLC, o cloud-based analytics — na nagpapakita ng data, manages alarms, logs history, and triggers automated protective actions.
Why Real-Time Monitoring Is Superior to Periodic Measurement

Continuous Visibility vs Snapshot Data
Periodic measurement — whether manual handheld readings, scheduled patrol inspections, or timed data logging — captures only isolated snapshots of the thermal state. Between measurements, temperature excursions can develop, peak, and cause damage without detection. Real-time monitoring eliminates these blind periods entirely, ensuring that every thermal event is captured and evaluated as it occurs.
Oras ng Pagtugon
The value of temperature data is directly proportional to how quickly it can be acted upon. A real-time system with sub-second sensor response and automated alarm logic can trigger protective actions — equipment shutdown, pag-activate ng paglamig, load reduction — within seconds of an abnormal temperature event. Manual or periodic measurement introduces delays of minutes, oras, or days, during which a developing fault can progress from a minor anomaly to a catastrophic failure.
Trend Analysis and Early Warning
Real-time monitoring generates a continuous temperature time series for each measurement point. Automated trend analysis detects gradual changes — a bearing temperature that rises 0.5°C per week, a transformer winding that runs progressively warmer under the same load — that are invisible in periodic spot measurements. These trends provide early warning of developing faults weeks or months before failure occurs, enabling planned maintenance rather than emergency repair.
Automation Integration
Modern industrial automation systems — PLCs, DCS, SCADA — require continuous input data to execute closed-loop control. A PLC controlling a furnace zone temperature, a DCS managing a chemical reactor cooling system, or a BMS regulating battery pack thermal management all depend on real-time temperature feedback. Periodic measurement cannot support closed-loop control — it can only support manual observation and reaction. Real-time monitoring is not merely an improvement over periodic measurement; it is a fundamental requirement of automated industrial operations.
How Real-Time Temperature Monitoring Works: Arkitektura ng Sistema
entablado 1 — Sensing
Temperature sensors are installed at or near the measurement points — on motor windings, transformer hot spots, switchgear busbars, reactor vessel walls, furnace zones, or production line equipment. Ang sensor ay nagko-convert ng thermal energy sa isang masusukat na signal: isang pagbabago sa oras ng pagkabulok ng optical fluorescence (fiber optic), isang pagbabago sa electrical resistance (RTD), isang henerasyon ng boltahe sa isang bimetallic junction (thermocouple), o intensity ng infrared radiation (IR pyrometer). Para sa electrically hazardous o high-EMI na kapaligiran, mga probe ng temperatura ng fiber optic ay ang ginustong pagpipilian dahil sa kanilang kumpletong electrical isolation at electromagnetic immunity.
entablado 2 — Signal Conditioning at Demodulation
Ang signal ng raw sensor ay pinoproseso ng isang dedikadong signal conditioning unit o demodulator. Para sa mga fiber optic sensor, ang demodulation unit ay bumubuo ng excitation light pulse, tumatanggap ng fluorescence response sa pamamagitan ng optical fiber, sinusukat ang oras ng pagkabulok na may mataas na katumpakan, at kino-convert ito sa isang naka-calibrate na halaga ng temperatura. Para sa mga de-koryenteng sensor (RTD, thermocouple), pinapalaki ng conditioning unit ang signal, binabayaran ang paglaban sa lead at mga epekto ng malamig na junction, inilalapat ang linearization, at kino-convert ang analog signal sa isang digital temperature reading.
entablado 3 — Paghahatid ng Data
Ang naka-calibrate na data ng temperatura ay ipinapadala mula sa signal conditioning unit patungo sa supervisory system sa pamamagitan ng mga pang-industriyang protocol ng komunikasyon. Ang pinakakaraniwang mga protocol sa automation ng industriya ay kinabibilangan ng RS485 Modbus RTU para sa point-to-point at multi-drop na koneksyon, Modbus TCP/IP para sa mga network na nakabatay sa Ethernet, PROFIBUS at PROFINET para sa Siemens-based automation environment, EtherNet/IP para sa Allen-Bradley at Rockwell system, at OPC UA para sa vendor-neutral interoperability. INNO fluorescent fiber optic na mga aparato sa pagsukat ng temperatura output via RS485 Modbus RTU — the most widely supported protocol across all industrial automation platforms.
entablado 4 — Processing, Display, and Action
The supervisory platform — SCADA, DCS, PLC, or cloud-based monitoring system — receives real-time temperature data from all monitoring points. The platform performs several critical functions: live display of all temperatures on HMI screens and dashboards; comparison of each reading against configured alarm and trip thresholds; generation of audible and visual alarms when thresholds are exceeded; automatic triggering of protective actions (equipment shutdown, pag-activate ng paglamig, load shedding) via PLC or relay outputs; logging of all temperature data and events to a historical database for trend analysis, compliance reporting, and predictive maintenance analytics.
Key Industrial Applications for Real-Time Temperature Monitoring
Power Transformers and Distribution Equipment
Ang mga power transformer ay bumubuo ng init sa windings at core sa ilalim ng load. Real-time na pagsubaybay sa paikot-ikot na temperatura ng hot-spot, temperatura ng langis, at pinipigilan ng tap changer contact temperature ang pagkasira ng insulation, nakikita ang pagbuo ng mga pagkakamali, at nagbibigay-daan sa dynamic na pag-optimize ng paglo-load. Ang parehong prinsipyo ng pagsubaybay ay nalalapat sa switchgear, saan pagsubaybay sa temperatura ng fiber optic para sa switchgear nakakakita ng busbar at mga contact hotspot na dulot ng mga maluwag na koneksyon o nasira na mga contact.
Mga De-koryenteng Motor at Generator
Temperatura ng paikot-ikot na stator, temperatura ng tindig, at ang temperatura ng paglamig ng hangin ay mga kritikal na parameter para sa malalaking pang-industriya na motor at generator. Pinipigilan ng real-time na pagsubaybay ang winding insulation failure — ang nangungunang sanhi ng pagkasira ng motor — at nagbibigay-daan sa pag-optimize ng load batay sa aktwal na mga kondisyon ng thermal kaysa sa mga konserbatibong fixed limit.
Mga Reaktor ng Kemikal at Petrochemical
Exothermic chemical reactions require precise temperature control to maintain product quality, prevent runaway reactions, and ensure process safety. Real-time multi-point monitoring of reactor vessel temperatures provides the continuous thermal feedback necessary for automated cooling control and safety interlock operation.
Furnaces and Kilns
Industrial furnaces and kilns operate at extreme temperatures requiring continuous monitoring of heating zone temperatures, refractory wall temperatures, and exhaust gas temperatures. Real-time data enables precise zone control for uniform heating, pag-optimize ng enerhiya, and refractory life extension.
Mga Sistema ng Imbakan ng Enerhiya ng Baterya (BESS)
Grid-scale and industrial battery storage systems require real-time internal temperature monitoring to detect thermal runaway onset, manage cooling systems, and ensure compliance with safety standards. Mga sistema ng pagsubaybay sa temperatura ng fiber optic are increasingly specified for BESS applications due to their dielectric construction, which eliminates short-circuit risk inside battery packs.
Semiconductor and Electronics Manufacturing
Semiconductor fabrication processes — including chemical vapor deposition, ukit, and thermal oxidation — require temperature control within ±0.5°C or tighter. Real-time monitoring with high-accuracy sensors ensures process consistency and yield optimization across all production tools.
Food, Pharmaceutical, and Cold Chain Processing
Regulatory requirements for food safety (HACCP), pharmaceutical manufacturing (GMP), and cold chain logistics demand continuous, documented temperature monitoring with traceable accuracy. Real-time systems provide both the operational control and the compliance data trail required by auditors and regulators.
Mga Data Center
Server rooms and data centers require continuous thermal monitoring to manage cooling systems, prevent equipment overheating, and optimize energy consumption. Real-time temperature mapping enables hot-aisle/cold-aisle optimization and dynamic cooling adjustment based on actual thermal loads.
Sensor Technologies: Fiber Optic vs RTD vs Thermocouple vs Infrared

The choice of sensor technology for real-time industrial temperature monitoring has direct implications for measurement accuracy, pagiging maaasahan, kaligtasan, mga kinakailangan sa pagpapanatili, at kabuuang halaga ng pagmamay-ari. The four principal technologies are compared below.
| Tampok | Fluorescent Fiber Optic Sensor | RTD (Pt100 / Pt1000) | Thermocouple (Type K/J/T) | Infrared (Hindi Makipag-ugnayan) |
|---|---|---|---|---|
| Katumpakan ng Pagsukat | ±0.1 – 0.5°C | ±0.5 – 1°C | ±1 – 2°C | ±1 – 3°C (ibabaw lamang) |
| EMI / High Voltage Immunity | ✅ Ganap na immune (dielectric) | ❌ madaling kapitan (nangangailangan ng kalasag) | ❌ madaling kapitan (nangangailangan ng kalasag) | ✅ Immune (non-contact) |
| Electrical Safety in HV Environments | ✅ Fully dielectric — safe in HV | ⚠️ Requires isolation barriers | ⚠️ Requires isolation barriers | ✅ Non-contact — safe in HV |
| Makipag-ugnayan / Hindi Makipag-ugnayan | Makipag-ugnayan (surface or embedded) | Makipag-ugnayan | Makipag-ugnayan | Hindi makipag-ugnayan (line of sight required) |
| Oras ng Pagtugon | < 1 pangalawa | 2 – 10 segundo | 1 – 3 segundo | < 1 pangalawa |
| Saklaw ng Operating Temperatura | -40°C hanggang +260°C | -200°C hanggang +600°C | -200°C hanggang +1350°C | -40°C to +3000°C |
| Pangmatagalang Katatagan | ✅ Mahusay (walang drift) | ✅ Mabuti | ⚠️ Katamtaman (naaanod sa paglipas ng panahon) | ⚠️ Requires emissivity calibration |
| Kinakailangan sa Pagpapanatili | ✅ Walang maintenance | Pana-panahong pagkakalibrate | Frequent calibration/replacement | Paglilinis ng lens, emissivity verification |
| Kakayahang Multi-Point | ✅ Hanggang sa 64 mga channel bawat yunit | Paghiwalayin ang sensor sa bawat punto | Paghiwalayin ang sensor sa bawat punto | One point per sensor (or scanning) |
| Hazardous Area Suitability | ✅ Intrinsically safe (no electrical energy at probe) | ⚠️ Requires Ex-rated housing | ⚠️ Requires Ex-rated housing | ⚠️ Requires Ex-rated housing |
| Buhay ng Serbisyo | > 25 taon | 5 – 10 taon | 2 – 5 taon | 5 – 10 taon |
| Kabuuang Halaga ng Pagmamay-ari | ✅ Pinakamababa (walang pagkakalibrate/pagpapalit) | Katamtaman | Mas mataas (madalas na pagpapalit) | Katamtaman hanggang Mataas |
| Pinakamahusay na Application | HV equipment, switchgear, mga motor, mga transformer, battery systems, mga mapanganib na lugar | General process monitoring, tanks, mga pipeline | High-temperature furnaces, kilns, exhaust systems | Moving surfaces, inaccessible targets, very high temperatures |
Konklusyon: For industrial automation applications involving high voltage, malakas na electromagnetic interference, sumasabog na kapaligiran, or safety-critical equipment, fluorescent fiber optic sensors offer the best combination of accuracy, kaligtasan, pagiging maaasahan, and lifecycle cost. RTDs remain the standard for general-purpose process monitoring. Thermocouples are preferred for very high-temperature applications above 260°C. Infrared sensors are best for non-contact measurement of moving or inaccessible surfaces. For a detailed technical comparison, sumangguni sa FAQ ng sistema ng pagsukat ng temperatura ng fiber optic.
Communication Protocols and SCADA/PLC Integration
RS485 Modbus RTU
The most widely used serial communication protocol in industrial temperature monitoring. RS485 Modbus RTU supports multi-drop bus topologies with up to 32 mga device (o 128 with repeaters) on a single bus, operates reliably over cable distances up to 1,200 metres, and is supported by virtually every PLC, DCS, and SCADA platform. All INNO fiber optic monitoring systems use RS485 Modbus RTU as their standard output protocol.
Modbus TCP/IP
The Ethernet-based variant of Modbus, widely used in modern automation networks. Modbus TCP/IP provides higher data throughput, supports standard Ethernet infrastructure, and enables direct connection to network-based SCADA and cloud platforms. RS485 Modbus RTU devices can be connected to TCP/IP networks via standard serial-to-Ethernet gateways.
PROFIBUS / PROFINET
Standard communication protocols in Siemens-based automation environments. PROFIBUS (fieldbus) and PROFINET (Ethernet-based) are used for integration with Siemens S7 PLCs and WinCC SCADA systems. Temperature monitoring devices with Modbus output can be integrated into PROFIBUS/PROFINET networks via protocol converters.
EtherNet/IP
The standard industrial Ethernet protocol for Rockwell Automation (Allen-Bradley) mga sistema. Temperature data from Modbus-based monitoring devices is integrated into EtherNet/IP architectures via Modbus-to-EtherNet/IP gateways, enabling seamless data flow to ControlLogix and CompactLogix PLCs.
OPC UA
The vendor-neutral, platform-independent communication standard increasingly adopted for Industry 4.0 and IIoT applications. OPC UA provides secure, structured data exchange between monitoring systems and higher-level analytics platforms, cloud services, and enterprise systems. Many modern SCADA platforms include native OPC UA client functionality, simplifying integration with Modbus-based field devices via OPC UA server gateways.
Integration Architecture Best Practice
The recommended integration architecture for a real-time temperature monitoring system connects fiber optic transmitters via RS485 Modbus RTU to the plant automation network. The PLC or DCS reads temperature values from Modbus registers, applies alarm logic and protective control actions at the local level, and forwards data to the SCADA/HMI for visualization and historical logging. For enterprise-level analytics and remote monitoring, data flows from SCADA to cloud platforms via OPC UA or MQTT. This layered architecture ensures real-time protective response at the field level while enabling advanced analytics at the enterprise level.
How to Choose a Real-Time Temperature Monitoring System for Industrial Automation
Selecting the optimal real-time temperature monitoring system requires systematic evaluation of the application environment, performance requirements, at mga hadlang sa pagsasama. Follow this step-by-step guide to make the right selection.
Hakbang 1: Characterize the Measurement Environment
Identify the key environmental factors at each measurement point: operating temperature range, presence of high voltage or strong electromagnetic fields, explosive or corrosive atmosphere classification, physical accessibility for sensor installation and maintenance, and vibration or mechanical stress levels. These factors determine which sensor technologies are viable and which are excluded.
Hakbang 2: Define Accuracy and Response Time Requirements
Determine the temperature accuracy required by the process or equipment protection standard — ±0.5°C for precision processes, ±1°C for general industrial monitoring, or ±2°C for non-critical applications. Define the maximum acceptable response time: sub-second for rapid thermal events (mga short circuit, exothermic reactions), 1–5 seconds for general process monitoring, or longer for slow thermal processes.
Hakbang 3: Determine the Number and Location of Monitoring Points
Identify all critical measurement locations across the installation — equipment hot spots, connection points, cooling system boundaries, ambient reference points, and process-critical zones. Count the total number of monitoring points to determine the required channel capacity. INNO multi-channel fluorescent fiber optic na mga aparato sa pagsukat ng temperatura suporta 1 sa 64 mga channel bawat yunit, accommodating installations from a single piece of equipment to an entire production facility.
Hakbang 4: Select the Appropriate Sensor Technology
Based on the environmental characterization from Step 1 and the performance requirements from Step 2, select the sensor technology that meets all requirements. For high-voltage equipment (mga transformer, switchgear, mga motor), battery systems, sumasabog na kapaligiran, or high-EMI environments, fluorescent fiber optic sensor are the correct choice. For general-purpose process monitoring without electrical hazards, RTDs provide reliable performance. For very high-temperature applications above 260°C, thermocouples or infrared sensors are required.
Hakbang 5: Confirm Communication Protocol Compatibility
Verify that the monitoring system’s output protocol is compatible with your existing automation infrastructure — or that a suitable protocol converter is available. RS485 Modbus RTU is universally compatible and can be integrated into any PLC, DCS, or SCADA platform either directly or via standard gateways.
Hakbang 6: Evaluate Total Cost of Ownership
Compare not only the initial purchase price but the full lifecycle cost including installation, pagkakalibrate, pagpapanatili, pagpapalit ng sensor, and downtime. Fiber optic systems have higher initial cost than thermocouples or NTCs but require zero maintenance, zero recalibration, and zero sensor replacement over a 25+ year service life — delivering the lowest total cost of ownership for long-term industrial installations.
Hakbang 7: Assess Supplier Capability and Support
Evaluate the monitoring system supplier’s technical support capability, OEM/ODM customization capacity, timeline ng paghahatid, and track record in your specific industry. Bilang isang nakatuon tagagawa ng sensor ng temperatura ng fiber optic, INNO provides custom probe design, mga transmiter ng pribadong label, firmware customization, and comprehensive technical support for system integration and commissioning.
Real-Time Temperature Monitoring: Mga Karaniwang Problema at Solusyon
Even well-designed monitoring systems can encounter operational issues. The following guide covers the most common problems, their causes, and recommended solutions.
Problema 1: Sensor Reading Jumps Erratically or Shows Noise
Mga Posibleng Dahilan:
- Electromagnetic interference coupling into electrical sensor cables (NTC, RTD, thermocouple) from nearby VFDs, mga kable ng kuryente, or switching equipment
- Loose terminal connections causing intermittent contact
- Damaged or degraded sensor cable insulation
- Grounding issues creating ground loop interference
Inirerekomendang Pagkilos: Siyasatin at higpitan ang lahat ng koneksyon sa terminal. Route sensor cables away from power cables and EMI sources. Replace unshielded cables with shielded twisted-pair routed in separate conduit. Verify proper grounding at a single point. For persistent EMI-related noise, mag-upgrade sa mga fiber optic sensor, which are inherently immune to all electromagnetic interference regardless of the installation environment.
Problema 2: Sensor Reading Deviates from Expected Value
Mga Posibleng Dahilan:
- Sensor calibration drift (common with thermocouples after prolonged high-temperature exposure)
- Poor thermal contact between sensor and measurement surface
- Sensor installed at a location that does not represent the true process temperature (hal., too far from the hot spot)
- Lead wire resistance error in RTD measurement (for long cable runs without compensation)
Inirerekomendang Pagkilos: Verify the sensor reading against an independent reference thermometer. Check sensor mounting and thermal contact — re-bond or re-clamp if necessary. For RTDs on long cable runs, confirm that 3-wire or 4-wire compensation is correctly configured. Recalibrate or replace drifted sensors. Fluorescent fiber optic sensors do not experience calibration drift — if deviation is suspected, check probe physical integrity and optical connection quality.
Problema 3: Communication Loss Between Sensor Transmitter and SCADA/PLC
Mga Posibleng Dahilan:
- RS485 bus wiring fault — broken conductor, reversed A/B lines, or missing bus termination resistor
- Modbus address conflict between multiple devices on the same bus
- Baud rate or parity mismatch between transmitter and PLC/SCADA
- Cable distance exceeding RS485 maximum (1,200 m) without repeater
- Power supply failure to the monitoring transmitter
Inirerekomendang Pagkilos: Verify power supply to the transmitter unit. Check RS485 wiring continuity and polarity (A/B lines). Confirm bus termination resistors are installed at both ends of the bus. Verify Modbus address, baud rate, and parity settings match on all devices. For bus lengths exceeding 1,200 m, install RS485 repeaters. Use a Modbus diagnostic tool to test register read/write from the PLC side.
Problema 4: Alarm Triggers Frequently Under Normal Operating Conditions
Mga Posibleng Dahilan:
- Alarm threshold set too close to normal operating temperature without adequate margin
- Sensor noise or measurement uncertainty causing readings to momentarily cross the threshold
- Process operating conditions have changed (increased load, higher ambient temperature) since alarm thresholds were originally configured
Inirerekomendang Pagkilos: Review and adjust alarm thresholds with appropriate margins above the expected maximum normal operating temperature. Implement alarm delay (time filter) to prevent momentary noise spikes from triggering alarms. Re-evaluate process operating conditions and update threshold settings if baseline conditions have changed. Consider implementing tiered alarm strategy: babala, alarma, and trip at progressively higher thresholds.
Problema 5: Historical Data Gaps in SCADA Log
Mga Posibleng Dahilan:
- Communication interruptions between transmitter and SCADA
- SCADA historian database storage full or write failure
- Polling interval configured too long, missing short-duration thermal events
- Network congestion in Ethernet-based systems causing packet loss
Inirerekomendang Pagkilos: Monitor communication link quality and configure SCADA to alarm on communication loss. Ensure historian database has adequate storage and is properly maintained. Set polling interval appropriate to the process dynamics — 1 second for fast thermal events, 5–10 seconds for slow processes. For Ethernet networks, implement Quality of Service (QoS) prioritization for monitoring data traffic.
Problema 6: Sensor Fails Prematurely in Harsh Environment
Mga Posibleng Dahilan:
- Sensor exposed to temperatures exceeding its rated operating range
- Chemical attack on sensor housing or cable insulation from corrosive process media
- Mechanical damage from vibration, impact, or improper installation
- Moisture ingress into electrical sensor connections
Inirerekomendang Pagkilos: Verify that the sensor’s rated temperature and chemical compatibility match the actual installation conditions. Provide mechanical protection (tubo, armoured cable, protective housings) appropriate to the environment. Seal all electrical connections against moisture. For extreme environments, fiber optic probes with stainless steel or ceramic protective housings provide superior durability and chemical resistance, with no electrical connections exposed to the process environment.
Relevant International Standards for Industrial Temperature Monitoring
IEC 61010 — Safety Requirements for Electrical Equipment for Measurement, Kontrolin, and Laboratory Use
IEC 61010 defines safety requirements for measurement equipment including temperature monitoring instruments. Compliance ensures that the monitoring hardware meets international safety standards for electrical insulation, protection against hazardous voltage, and safe operation in industrial environments.
IEC 60751 — Industrial Platinum Resistance Thermometers and Platinum Temperature Sensors
IEC 60751 specifies accuracy classes and tolerance limits for platinum RTD sensors (Pt100, Pt1000). This standard defines Class A (±0.15°C + 0.002×|t|) and Class B (±0.3°C + 0.005×|t|) accuracy specifications that are referenced in industrial monitoring system design and procurement.
IEC 60584 — Thermocouples
IEC 60584 defines thermocouple types (K, J, T, N, S, R, B, E), their electromotive force characteristics, and tolerance classes. This standard is referenced when specifying thermocouple-based monitoring for high-temperature industrial applications.
IEC 62439 — Industrial Communication Networks — High Availability Automation Networks
IEC 62439 addresses network redundancy and high availability for industrial automation communication. For critical real-time temperature monitoring installations where data loss is unacceptable, network architecture should comply with this standard to ensure continuous data availability.
IEC 61508 — Functional Safety of Electrical/Electronic/Programmable Electronic Safety-Related Systems
IEC 61508 provides the framework for safety integrity levels (SIL) in safety-related systems. When real-time temperature monitoring serves a safety function — such as triggering emergency shutdown of a reactor or transformer — the monitoring system must be designed and validated to the appropriate SIL level as defined by this standard.
ATEX Directive (2014/34/EU) and IECEx System
For monitoring equipment installed in explosive atmospheres (gas or dust), compliance with ATEX (European) or IECEx (international) explosion protection standards is mandatory. Mga sensor ng fiber optic, which carry no electrical energy at the probe tip and cannot generate sparks, are inherently suitable for intrinsically safe installations in Zone 0, 1, at 2 mga mapanganib na lugar.
ISO 9001 — Quality Management Systems
ISO 9001 certification of the monitoring system manufacturer ensures that design, produksyon, pagsubok, and calibration processes follow documented quality management procedures. All INNO fiber optic monitoring products are manufactured under an ISO 9001 certified quality management system.
Mga Real-World Application Cases
Pag-aaral ng Kaso 1: High-Voltage Switchgear — Preventing Busbar Connection Failure
Background ng Application
A 110 kV substation experienced a busbar connection failure caused by a gradually degrading bolted contact that was not detected during quarterly thermal imaging inspections. The failure resulted in an arc flash event, significant equipment damage, at isang hindi planadong outage na nakakaapekto sa mga pang-industriyang customer. Ang utility ay nangangailangan ng tuluy-tuloy na real-time na pagsubaybay upang maiwasan ang pag-ulit.
Naipatupad ang Solusyon
Isang multi-channel sistema ng pagsubaybay sa temperatura ng fiber optic para sa switchgear ay na-install sa lahat ng mataas na boltahe switchgear cabinet. Ang mga fiber optic probes ay direktang inilagay sa bawat koneksyon sa busbar, contact sa circuit breaker, at cable termination point. Ang data ng temperatura ay ipinadala sa pamamagitan ng RS485 Modbus RTU sa substation na SCADA system na may na-configure na alarma at mga threshold ng biyahe.
Mga Resultang Nakamit
Sa loob ng anim na buwan ng pag-install, nakita ng system ang isang 7°C na pagtaas ng temperatura sa koneksyon ng busbar sa isang katabing switchgear cabinet — isang maagang yugto ng pagkakamali na kapareho ng naging sanhi ng nakaraang pagkabigo. The connection was retorqued during scheduled maintenance at a cost of less than $200, preventing an estimated $500,000+ failure and weeks of unplanned downtime. The system has operated maintenance-free since installation.
Pag-aaral ng Kaso 2: Power Transformer — Dynamic Loading Optimization
Background ng Application
A 50 MVA power transformer at an industrial facility was operating near its nameplate rating during peak demand periods. Conservative fixed load limits based on ambient temperature and nameplate data restricted the transformer’s capacity, requiring the facility to curtail production during peak demand or invest in an additional transformer.
Naipatupad ang Solusyon
A sistema ng pagsubaybay sa temperatura ng fiber optic was installed to provide real-time winding hot-spot temperature, pinakamataas na temperatura ng langis, at temperatura sa ilalim ng langis. The real-time thermal data was integrated with the facility’s power management system to implement dynamic transformer rating (DTR) — adjusting the permissible load based on actual thermal conditions rather than conservative worst-case assumptions.
Mga Resultang Nakamit
With actual winding temperature data, the transformer was safely loaded to 115% of nameplate during cool ambient conditions — eliminating production curtailment and deferring the $2M+ investment in an additional transformer by an estimated 5–7 years. The real-time data also revealed that the transformer’s cooling fans had degraded performance, prompting maintenance that restored cooling capacity and further increased the thermal margin.
Pag-aaral ng Kaso 3: Chemical Process Plant — Reactor Temperature Safety Interlock
Background ng Application
A chemical manufacturer operating exothermic batch reactors required upgrade of their temperature-based safety interlock system. The existing thermocouple-based system suffered from EMI-induced measurement errors due to proximity to high-power agitator motor drives, and thermocouple drift required quarterly recalibration — during which the safety interlock had to be bypassed.
Naipatupad ang Solusyon
Fluorescent mga probe ng temperatura ng fiber optic replaced the thermocouples at all reactor measurement points. The fiber optic probes were installed in existing thermowell fittings, requiring no modification to the reactor vessel. The multi-channel fiber optic transmitter was integrated with the reactor’s safety PLC via RS485 Modbus RTU.
Mga Resultang Nakamit
EMI-induced measurement errors were completely eliminated — the fiber optic sensors are fully immune to electromagnetic interference from the agitator drives. The calibration-free operation of the fiber optic sensors eliminated the quarterly recalibration requirement and the associated safety interlock bypass. The plant’s functional safety assessment confirmed that the upgraded monitoring system met the required SIL 2 rating for the reactor temperature safety interlock function.
Benefits of Real-Time Temperature Analytics for Industrial Operations
Predictive Maintenance
Continuous real-time temperature data enables trend-based prediction of equipment degradation and failure. A motor bearing that exhibits a gradual temperature uptrend under consistent load conditions signals developing wear before vibration analysis can detect it. A transformer winding that responds to the same load with progressively higher temperatures indicates insulation degradation or cooling system decline. These predictive insights enable maintenance to be planned during scheduled windows — eliminating surprise failures, reducing repair costs, at pagpapahaba ng buhay ng kagamitan.
Energy Efficiency Optimization
Real-time temperature data reveals energy waste that is invisible without continuous monitoring. Furnaces with uneven zone temperatures waste energy heating compensating zones. Cooling systems that operate at fixed settings regardless of actual thermal load consume excess energy. Motors running above optimal temperature due to misalignment or unbalanced loads consume more energy per unit of output. Real-time monitoring quantifies these inefficiencies and enables targeted corrective actions that reduce energy consumption — typically by 5–15% in facilities implementing comprehensive thermal analytics.
Product Quality Assurance
In manufacturing processes where temperature directly affects product quality — metals processing, food production, pharmaceutical manufacturing, polymer extrusion, semiconductor fabrication — real-time monitoring ensures that temperature stays within specification at every moment. This eliminates temperature-related quality defects, reduces scrap and rework, and provides documented evidence of process compliance for quality audits and customer certification requirements.
Operational Safety Enhancement
Real-time monitoring with automated alarm and protection logic provides continuous safety coverage that does not depend on operator vigilance, patrol schedules, or manual inspections. The system responds to thermal hazards at the speed of the control system — milliseconds for PLC-based trip logic — rather than at the speed of human recognition and reaction. This automated safety layer is essential for processes involving explosive materials, toxic chemicals, high-voltage equipment, and other environments where thermal excursions can have catastrophic consequences.
Regulatory Compliance and Documentation
Regulatory bodies, mga underwriter ng insurance, and industry standards increasingly require documented evidence of continuous temperature monitoring and thermal protection. Real-time monitoring systems automatically generate the historical data logs, alarm event records, and trending reports needed for compliance documentation — eliminating the manual record-keeping burden and providing higher-quality evidence than periodic manual measurements.
Future Trends in Real-Time Industrial Temperature Monitoring
Industrial Internet of Things (IIoT) Pagsasama
Real-time temperature monitoring systems are increasingly connected to IIoT platforms that aggregate data from multiple sites, apply cloud-based analytics, and provide remote monitoring via web and mobile interfaces. This trend enables centralized monitoring of distributed industrial assets — substations, pipeline networks, mga transformer ng wind farm, remote manufacturing facilities — from a single operations center.
Artificial Intelligence and Machine Learning
AI/ML algorithms trained on historical real-time temperature data can identify complex failure patterns, optimize process parameters, and predict remaining useful life with greater accuracy than threshold-based alarm logic alone. These algorithms continuously improve their predictive accuracy as more operational data is collected, transitioning from reactive alarming to proactive asset management.
Digital Twin Technology
Digital twins — real-time virtual models of physical equipment — use continuous temperature data as a primary input. A digital twin of a transformer, motor, or reactor combines real-time thermal data with electrical, mekanikal, and process data to create a comprehensive virtual replica that can be used for what-if analysis, load optimization, and failure prediction with higher fidelity than any single-parameter analysis.
Edge Computing
Ang pagpoproseso ng data ng temperatura sa gilid — sa monitoring transmitter o isang lokal na gateway sa halip na sa isang malayong cloud server — binabawasan ang latency, nagbibigay-daan sa mas mabilis na proteksiyon na mga tugon, at binabawasan ang mga kinakailangan sa bandwidth ng network. Ang pag-compute ng gilid ay partikular na mahalaga para sa mga aplikasyong kritikal sa kaligtasan kung saan mahalaga ang sub-segundong pagtugon sa mga thermal event at hindi katanggap-tanggap ang cloud latency.
Wireless at Autonomous Sensor Network
Mga pagsulong sa mga low-power wireless protocol (WirelessHART, ISA100.11a, LoRaWAN) ay nagpapagana ng mga wireless na network ng sensor ng temperatura para sa mga application kung saan ang pagruruta ng cable ay hindi praktikal. Gayunpaman, para sa pagsubaybay na kritikal sa kaligtasan ng mataas na boltahe o mapanganib na kagamitan, Ang mga wired fiber optic sensor ay nananatiling ginustong dahil sa kanilang garantisadong pagiging maaasahan sa komunikasyon, kaligtasan sa wireless interference, at kumpletong electrical isolation.
Sensor Miniaturization and Flexible Form Factors
Ongoing development in fiber optic sensor manufacturing is producing thinner, more flexible probes that can be installed in increasingly confined spaces — inside motor winding slots, between battery cells, within compact switchgear compartments — expanding the range of applications for high-accuracy real-time monitoring.
Mga Madalas Itanong: Real-Time Temperature Monitoring in Industrial Automation
What is real-time temperature monitoring in industrial automation?
Real-time temperature monitoring is the continuous measurement and transmission of temperature data from industrial process and equipment points with sub-second latency. Unlike periodic manual readings or timed data logging, real-time monitoring operates 24/7, providing constant thermal visibility to automated control systems (PLC, DCS, SCADA) and enabling instant detection and response to abnormal temperature conditions. It is a foundational capability of modern industrial automation.
What sensor technology is best for real-time industrial temperature monitoring?
The best sensor technology depends on the application environment. For high-voltage equipment, electrically hazardous environments, high-EMI areas, and safety-critical applications, fluorescent fiber optic na mga sensor ng temperatura are the superior choice due to their complete electrical isolation, EMI immunity, at walang maintenance na operasyon. RTDs are well-suited for general process monitoring. Thermocouples are preferred for very high temperatures above 260°C. Infrared sensors are used for non-contact measurement of moving or inaccessible surfaces.
How does a fiber optic temperature monitoring system integrate with my PLC or SCADA?
Lahat ng INNO fluorescent fiber optic na mga aparato sa pagsukat ng temperatura output calibrated temperature data via RS485 Modbus RTU — the most widely supported industrial communication protocol. Your PLC or SCADA system reads temperature values from standard Modbus holding registers. Integration requires only standard Modbus register mapping in the PLC/SCADA configuration — no special drivers or proprietary software are needed. For Ethernet-based systems, standard RS485-to-Ethernet gateways provide Modbus TCP/IP connectivity.
How many monitoring points can a single fiber optic system support?
INNO multi-channel fiber optic transmitters are available in configurations from 1 sa 64 mga channel bawat yunit. Each channel monitors one independent measurement point with individual alarm and trip threshold configuration. Multiple transmitters can be connected on the same RS485 bus, enabling systems with hundreds of monitoring points managed from a single SCADA station.
What is the accuracy of fiber optic temperature sensors for industrial monitoring?
Fluorescent fiber optic temperature sensors provide measurement accuracy of ±0.1°C to ±0.5°C across their operating range of -40°C to +260°C. This accuracy is maintained throughout the sensor’s entire service life of 25+ years without recalibration — a significant advantage over thermocouples and NTC thermistors, which experience calibration drift requiring periodic recalibration or replacement.
Can real-time temperature monitoring be retrofitted to existing industrial equipment?
Oo. Fiber optic temperature probes can be retrofitted to existing equipment including transformers, switchgear, mga motor, mga reaktor, and battery systems. Probes are installed in existing sensor ports, mga thermowell, or cable entry points during scheduled maintenance. The monitoring transmitter is typically mounted in an existing control cabinet. Retrofit installation generally requires no equipment modification and no extended outage — installations are routinely completed during normal maintenance windows.
Is real-time temperature monitoring required by industrial standards?
Many industrial standards require or strongly recommend continuous temperature monitoring for critical equipment. IEC 60076 requires winding temperature monitoring for large power transformers. IEC 62271 requires temperature monitoring for high-voltage switchgear. UL 9540 at NFPA 855 require thermal monitoring for battery energy storage systems. IEC 61508 requires continuous monitoring for safety-related functions. Compliance with these standards is often a prerequisite for equipment insurance, grid connection approval, and regulatory certification.
What is the service life of a fiber optic temperature monitoring system?
INNO fluorescent fiber optic monitoring systems are designed for a service life exceeding 25 taon. The fiber optic probes contain no electronics, no moving parts, and no materials subject to chemical degradation in normal industrial environments. The monitoring transmitter is solid-state with industrial-grade component specifications. The system requires zero maintenance, zero recalibration, and zero sensor replacement over its entire service life — delivering the lowest total cost of ownership of any temperature monitoring technology.
Can fiber optic sensors be used in explosive or hazardous atmospheres?
Oo. Fiber optic temperature probes are inherently intrinsically safe because they carry no electrical energy — only light passes through the fiber. The probe cannot generate sparks, arcs, or surface temperatures capable of igniting gas or dust. This makes fiber optic sensors uniquely suitable for installation in ATEX/IECEx classified hazardous areas (Sona 0, 1, 2 for gas; Sona 20, 21, 22 for dust) without the explosion-proof enclosures and intrinsic safety barriers required by electrical sensors.
How do I get a quotation for an industrial real-time temperature monitoring system?
Makipag-ugnayan sa application engineering team ng INNO sa pamamagitan ng www.fjinno.net with your project details including equipment type, bilang ng mga punto ng pagsubaybay, operating temperature range, mga kondisyon sa kapaligiran (mataas na boltahe, EMI, hazardous area classification), communication protocol requirements, and whether the installation is new or retrofit. A project-specific quotation including sensor selection, pagsasaayos ng channel, at ang pagpepresyo ng system ay karaniwang ibinibigay sa loob 24 oras.
Disclaimer: Lahat ng mga pagtutukoy ng produkto, mga halimbawa ng aplikasyon, resulta ng kaso, at ang mga sanggunian ng third-party sa artikulong ito ay para sa pangkalahatang layunin ng impormasyon lamang at maaaring ma-update nang walang abiso. Ang aktwal na pagganap ng produkto ay nakasalalay sa mga kondisyon ng pag-install, kapaligiran sa pagpapatakbo, at pagsasaayos ng system. Mga pangalan ng tatak, mga sanggunian sa pamantayan, at mga termino sa industriya ay nabibilang sa kani-kanilang mga may-ari at ginagamit para sa mga layuning naglalarawan lamang; walang kaakibat o pag-endorso ang ipinahiwatig. Mangyaring makipag-ugnayan sa INNO sales team para sa isang pormal, panipi na partikular sa proyekto at teknikal na kumpirmasyon bago bumili. © 2011–2026 Fuzhou Innovation Electronic Scie&Tech Co., Ltd. Lahat ng Karapatan ay Nakalaan.

Sensor ng temperatura ng fiber optic, Intelligent na sistema ng pagsubaybay, Ibinahagi ang tagagawa ng fiber optic sa China
 |
 |
 |